The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
قابل للتطبيق على الموديلات التالية ماكينة نفخ الأجزاء ذات الشكل الخاص:
ظهر الكرسي، والقاعدة، والمنصة النقالة، وخزان مياه السيارة، وصندوق الأدوات، إلخ.
يوريا، ماكينة تكديس براميل التكديس الكيميائي
ماكينة نفخ زجاجة الغسيل الكيميائي اليومي
ماكينة نفخ زجاجات الأطعمة والمشروبات
ماكينة نفخ القوالب بمنشأة الطريق السريع
عملية التثبيت والاحتياطات الخاصة بماسورة برغي ماكينة التشكيل بالنفخ
تركيب البرغي الأسطواني اللولبي
أولاً، قبل التركيب، يجب تركيب البرغي الاحتياطي مع الماسورة مسبقًا. من أجل منع البرغي من الانزلاق داخل البرميل، لا تقم بإزالة سلك الرصاص الثابت أولاً. من أجل السلامة، يمكنك تثبيت قطعة صغيرة من الخشب في منتصف منفذ التغذية. ثم ارفعه إلى الموضع الأصلي للبرميل، وثبته، وقم بتوصيل رأس التخزين وقسم التغذية.
بعد تركيب البرميل، ارفع المخفض مرة أخرى إلى إطار ماكينة نفخ البلاستيك. قبل التثبيت، أضف بعض الشحوم إلى جلبة توصيل العمود الرئيسي للمخفض ومقبض البرغي لمنع الصدأ وتسهيل عملية الفك في المرة القادمة. يتطلب هذا الجزء أداة إزالة برغي خاصة للتركيب. المقبض اللولبي لشركتنا مصنوع بفتحات لولبية للتركيب. عند التثبيت، أدخل البرغي في الفتحة الداخلية للعمود الرئيسي للمخفض، ثم قم بتثبيت البرغي في فتحة برغي التثبيت اللولبي، ثم قم بمحاذاة موضع المفتاح للمخفض والمسمار، وقم بتثبيت البرغي من خلال الصامولة واسحبه إلى المخفض.
بعد اكتمال الخطوة السابقة، فإن الخطوة التالية هي توصيل الأجزاء المختلفة. أولاً، قم بإصلاح مسامير معدات آلة التشكيل بالنفخ والمخفض، وقم بتثبيت وإصلاح مسامير المخفض وقسم التغذية، وقم بتوصيل أداة التوصيل ومحرك البثق، وقم بتثبيت السخان والأسلاك. يجب أن تضمن هذه الخطوة التركيب والتوصيل الصحيح لكل جزء.
الخطوة التالية هي تثبيت جهاز التغذية. أولاً ، تحقق أولاً من توصيل كل الأسلاك والمسامير ومعدات آلة التشكيل بالنفخ ، ثم قم بتسخين الماكينة للاختبار.
عند فحص محرك البثق وإصلاحه، يمكن تغيير شحم المخفض.
احتياطات استخدام البرغي الأسطواني اللولبي
كل بلاستيك له نطاق درجة حرارة مثالي لمعالجة البلاستيك، ويجب التحكم في درجة حرارة معالجة البرميل لتكون قريبة من نطاق درجة الحرارة هذا. يدخل البلاستيك الحبيبي إلى البرميل من القادوس ويصل أولاً إلى قسم التغذية. سيحدث حتمًا احتكاك جاف في قسم التغذية. عندما لا يتم تسخين هذه المواد البلاستيكية بما فيه الكفاية وتذوب بشكل غير متساوٍ، فمن السهل أن تتسبب في زيادة التآكل على الجدار الداخلي للبرميل وسطح البرغي. وبالمثل، في قسم الضغط وقسم التجانس، إذا كانت الحالة المنصهرة للبلاستيك غير مرتبة وغير متساوية، فسوف يتسبب ذلك أيضًا في زيادة التآكل. يحظر تدوير البرغي عندما تكون درجة الحرارة غير كافية بشكل خطير.
يجب ضبط السرعة بشكل صحيح. لأن بعض المواد البلاستيكية مضاف إليها عوامل تقوية، مثل الألياف الزجاجية أو المعادن أو مواد حشو أخرى. وغالبًا ما يكون احتكاك هذه المواد بالمواد المعدنية أكبر بكثير من احتكاك المواد البلاستيكية المنصهرة. عند بثق هذه المواد البلاستيكية، إذا تم استخدام سرعة عالية، مع زيادة قوة القص على البلاستيك، فإن التعزيز سينتج أيضًا المزيد من الألياف الممزقة وفقًا لذلك. تحتوي الألياف الممزقة على نهايات حادة، مما يزيد من قوة التآكل بشكل كبير. عندما تنزلق المعادن غير العضوية على السطح المعدني بسرعة عالية، فإن تأثيرها الكشط ليس صغيرًا أيضًا. لذلك، لا ينبغي ضبط السرعة عالية جدًا.
إزالة الحطام من البلاستيك. بشكل عام، لا يوجد أي حطام في البلاستيك الطازج الذي تم شراؤه في عبوته الأصلية، ولكن بعد النقل والوزن والتجفيف وخلط الألوان، وخاصة إضافة المواد المعاد تدويرها، قد يكون هناك حطام مختلط. الرقائق المعدنية الصغيرة وملفات التسخين الكبيرة والصواميل ومشابك الورق والمسامير الورقية والمسامير وما إلى ذلك، مختلطة في البرميل، يكون تلف البرغي بديهيًا (بالطبع، سيتلف البرميل أيضًا في نفس الوقت)، وحتى البرغي عالق. في ظل عزم الدوران القوي، ينكسر البرغي ويتشوه الجزء العلوي من شفة البرميل، لذلك يلزم إدارة ومراقبة صارمة للتغذية.
الرطوبة الموجودة في البلاستيك لها تأثير معين على تآكل سطح البرغي. إذا كان البلاستيك رطبًا نسبيًا، لا تتم إزالة الرطوبة تمامًا قبل البثق. عندما تدخل الرطوبة المتبقية إلى قسم الضغط في البرغي اللولبي، فإنها تشكل "جزيئات بخار" ذات درجة حرارة وضغط مرتفعين والتي سبق صهرها وخلطها في البلاستيك المنصهر. مع تقدم البرغي أثناء عملية البثق، من قسم التجانس إلى رأس البرغي، يتم فك ضغط "جزيئات البخار" هذه وتمددها أثناء عملية البثق، مثل جزيئات الشوائب الدقيقة، والتي لها تأثير احتكاكي ومدمر على سطح الجدار، ولها أيضًا تأثير كبير على جودة المنتج المبثوق، كما ستحدث تغذية غير مستقرة.
الأسئلة الشائعة
ما أنواع المنتجات التي يمكننا تقديمها؟
فئة المنتج:
أسطوانة لولب الطارد اللولبي
البرميل اللولبي لآلة بثق الغشاء المنفوخ
البرميل اللولبي لماكينة البثق بالنفخ
إعادة تدوير أسطوانة الطارد اللولبية الحبيبية المعاد تدويرها
إذا كانت بعض المنتجات اللولبية لا تحتوي على قائمة، فلا تتردد في الاتصال بنا عبر البريد الإلكتروني وسنقوم بالرد خلال 24 ساعة!
ما هي الخدمات اللوجستية التي نشحن من خلالها؟
يمكننا الوصول بسرعة إلى أي بلد ومنطقة من خلال الشحن البحري والشحن الجوي والتوصيل السريع الدولي وطرق النقل الأخرى. لدينا مخزون من المسامير والبراميل ذات الأحجام القياسية، وبمجرد تأكيد العميل على ذلك، يمكن تسليمها في غضون 5-7 أيام.
هل يمكن تخصيصها حسب متطلباتنا؟
لدينا العديد من المهندسين ذوي الخبرة الذين يمكنهم تخصيص أنواع وأنواع مختلفة من البراميل اللولبية بسرعة وفقًا لمتطلبات العملاء. قبل الإنتاج، سيتحقق الفنيون من كل التفاصيل مع مندوب المبيعات وفقًا لطلب العملاء. تحت الإنتاج، سيتم فحص كل خطوة قبل العملية التالية. وسيتابع كل بائع بعض الوقت للتأكد من صحة 100% وتقليل خطأ الاتصال والعمل دون تأخير. نضع الجودة على مستوى عالٍ والسعر في المستوى المتوسط.
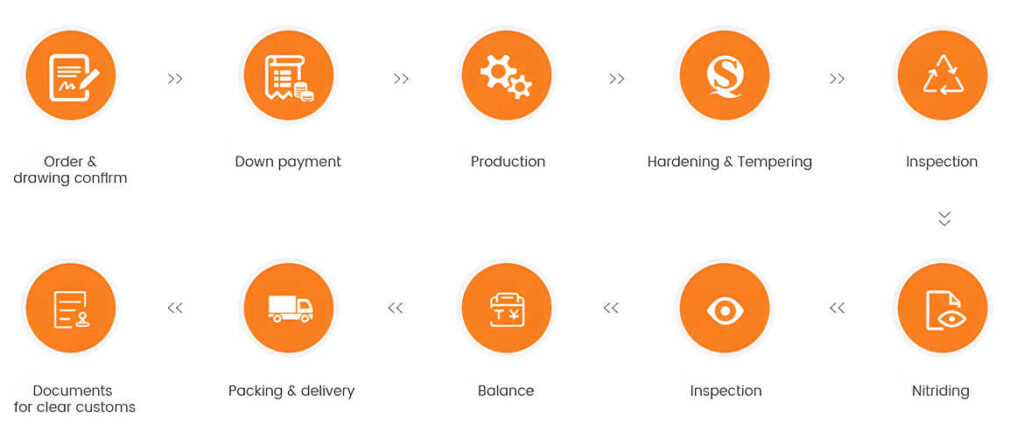
ما هي عملية الطلب لدينا؟
ما هي الخدمات المشمولة في خدمة ما بعد البيع؟
فريق المبيعات لدينا على دراية بعمليات الإنتاج والتصدير ولديه ما يقرب من 10 سنوات من الخبرة في خدمة العملاء. يمكن لكل مندوب مبيعات التأكد من أن متطلبات العميل والبرميل اللولبي لدينا 100% دقيقة في تفاصيل الإنتاج. سنقوم بحل أي مشاكل في الشحن حتى يرضى العميل.