Wenn die Spritzgießmaschine in Betrieb ist, sind die Teile der Spritzgießmaschine wie die Räder eines Kraftfahrzeugs. Solange sie in Betrieb sind, sind sie Druck, Stoß, Reibung und Extrusion ausgesetzt. Bei demselben Reifen kann das Fahren auf einer flachen Straße und ein geübter Fahrer die Lebensdauer des Reifens oft verlängern.dUnd beim Fahren auf unebenen Straßen mit viel Sand und Schotter, gepaart mit häufigen Notbremsungen, wird das Muster auf der Reifenoberfläche schnell poliert und verschrottet.Um sicherzustellen, dass die Spritzgießmaschine immer in gutem Zustand ist, ist es daher notwendig, die Leistung der verwendeten Spritzgießmaschine zu klären, die Leistung und Qualität der verwendeten Kunststoffmaterialien zu verstehen und das Management der Verwendung der Spritzgießmaschine zu stärken, um die Ausfallrate zu reduzieren, die Wartungskosten zu senken und den Zweck der Lebensdauer zu verlängern.

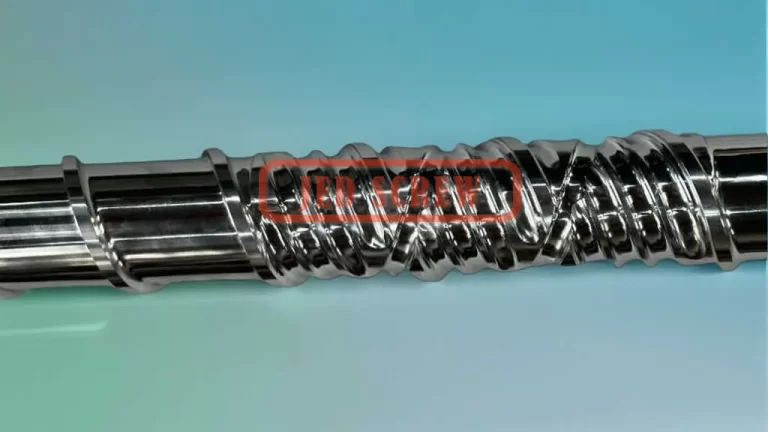
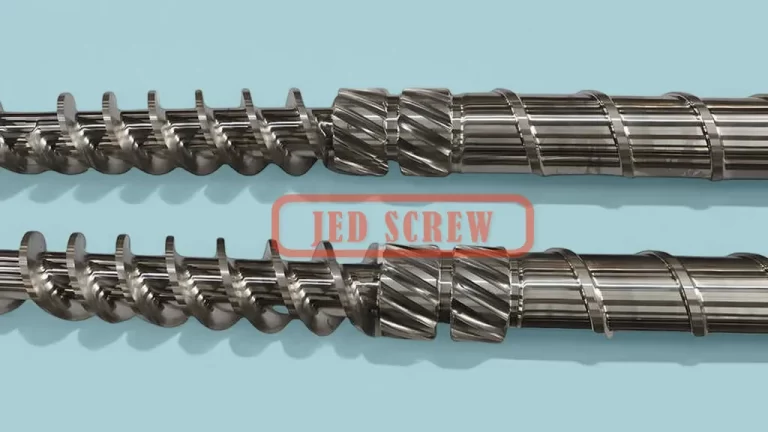
Einigen modifizierten Kunststoffen werden Mineralien, Glasfasern, Metallpulver usw. zugesetzt. Das Vorhandensein dieser Materialien wirkt sich während der Plastifizierung und der Einspritzverarbeitung kumulativ auf die Schnecke, den Gummikopf, den Gummiring, die Gummidichtung und den Schmelzkleber aus. Zylindermuttern und Schnecke Der Zylinder unterliegt einem gleichmäßigen mechanischen Verschleiß. Die nitrierte Schicht und die verchromte Schicht können abgeschliffen werden. Nach dem Abrieb vergrößert sich der Spalt zwischen Schnecke und Schmelzzylinder, was die Plastifizierwirkung verringert, die Leckage des Einspritzens erhöht, die Einspritzleistung verringert und die Verarbeitungsgenauigkeit mindert. Um den Verschleiß zu minimieren und die Lebensdauer der plastifizierten Bauteile zu verlängern, sollte daher die Temperatur während der Verarbeitung entsprechend erhöht und die Schneckendrehzahl reduziert werden. Die Verwendung einer Verchromung oder bimetallischer Lösungen kann den Verschleiß effektiver verhindern. Die Einsteller stellen gewöhnlich niedrige Temperaturen ein und arbeiten mit hoher Geschwindigkeit und hohem Druck, was die Leistung der plastifizierten Komponenten allmählich verschlechtert. Wenn zum Beispiel bei der Verarbeitung von PC- und PA-Kunststoffen die Temperatur nicht den Anforderungen entspricht, ist die Viskosität des Kunststoffs sehr hoch. Wird die Sol-Aktion zu diesem Zeitpunkt forciert, müssen der Sol-Druck und das Sol-Drehmoment erhöht werden, wodurch die Ermüdung der Schnecke zunimmt. Da die Viskosität der Kunststoffschmelze zu diesem Zeitpunkt sehr hoch ist, müssen gleichzeitig der Einspritzdruck und die Einspritzgeschwindigkeit für die Einspritzverarbeitung erhöht werden, was den Aufprall und die Belastung des Gummikopfes, des Gummirings und der Gummidichtung erhöht und deren Verschleiß und Spannungsbruch beschleunigt.
Die meisten Metallverunreinigungen, die in den Solzylinder gelangen, werden mit dem zerkleinerten Material eingebracht. Daher sollte der Bruch der Klinge des Brechers häufig überprüft werden, und die Klinge sollte sofort ersetzt werden, wenn sie verschlissen ist. Wenn die um den Magneten adsorbierten Metallabfälle gesättigt sind, wird die Adsorptionskraft für die Eisenabfälle auf der äußeren Schicht geschwächt. Selbst wenn sie angezogen werden, werden sie durch den kontinuierlich fließenden Kunststoff leicht weggespült und gelangen gemeinsam in den Solzylinder.Dieser Aspekt ist ebenfalls sehr wichtig. Wenn die Montage des Sol-Zylinders nicht fest genug ist, berührt die Schnecke den Sol-Zylinder, wenn das Sol oder der Klebstoff eingespritzt wird, was zum Verschleiß der Schnecke oder des Sol-Zylinders führt. Daher sollte der technische Zustand der Ausrüstung regelmäßig überprüft werden, und es sollte auf abnormale Erscheinungen der Teile während des Prozesses geachtet werden.