The fiercely competitive plastic sheet market places higher demands on the output and performance of our extrusion equipment.
JED is committed to the research and development of extrusion technology, developing high-standard screw products that meet current market demands. With over 20 years of experience and advanced technology in professional barrel and screw production, JED can help you stand out in the fierce market competition.
PC, PMMA, PET, optical film, refractive film, etc.
XPS, XPE, EPE, EPS foam board, insulation board, etc.
Other: EVA, TPU, PVB, EVOH board field
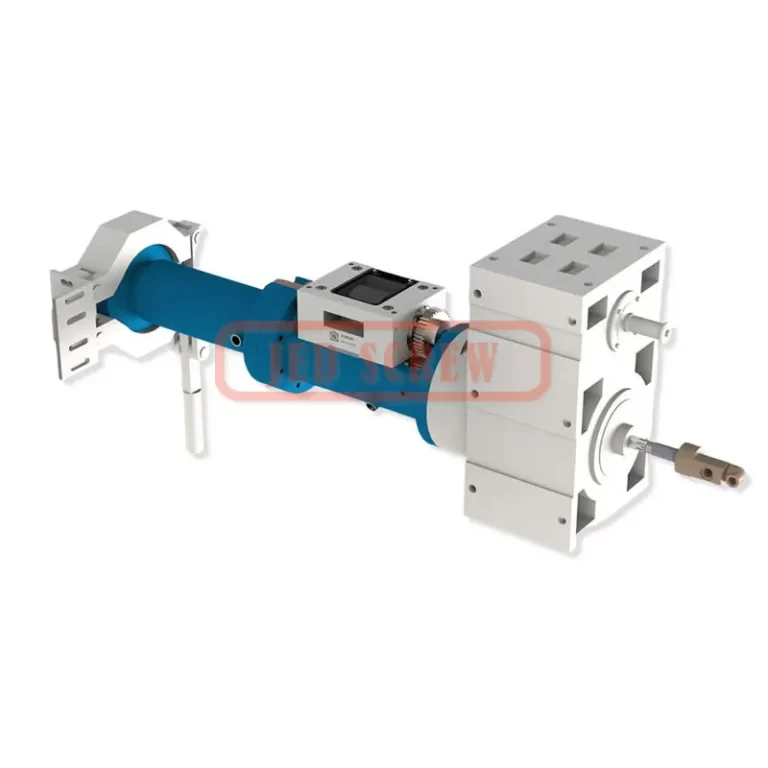
The sheet extruder screw is a core component of plastic sheet production equipment. Its design directly affects the plasticization of the material and the quality of the finished product. The following is a summary of key information:
1. Screw Structure and Function
(1)Three-Stage Design
Feeding Section (Conveying Section): Equally spaced and equal-depth screw threads are responsible for material conveying.
Compression Section (Transfer Section): The screw grooves feature a gradually varying depth, achieving material compression and melting.
Some models utilize a twin-screw design, which enhances mixing efficiency through counter-rotation and is suitable for high-viscosity materials (such as TPE and EVA).
(2)Material and Processing:
Commonly used is 38CrMoAlA nitrided steel, which is wear-resistant and corrosion-resistant. Some models feature a dual-alloy surface treatment for extended life.
Conical twin-screw designs (such as those used in PE sheet extruders) forcefully extrude powders, reducing the risk of material decomposition.
2. Technical Parameters and Model Selection
Compression Ratio: 3-4:1 is recommended for polyolefins (such as PP and PE) and amorphous materials (such as ABS).
Temperature Control: The mold temperature must be 5-10°C higher than the barrel temperature. The working surface roughness of the three rollers must be ≤0.2μm to ensure sheet surface quality.
Application Scenarios:Single-screw extruders are suitable for conventional sheet materials (such as PP and PS). Twin-screw extruders are suitable for high-performance compounding (e.g., EVA automotive interior parts and PLA, a biodegradable material).
3. Maintenance Tips
Regularly check the screw for wear and avoid scratching the roller surface with hard objects.
When cleaning, use copper tools to prevent scratching the nitrided surface.
FAQs
Welche Arten von Produkten können wir anbieten?
Produktkategorie:
Schneckenzylinder für Plattenextruder
Schneckenzylinder eines Blasfolienextruders
Schneckenzylinder eines Blasform-Extruders
Recycling-Granulierung Extruder Schneckenzylinder
Draht- und Kabelextruderschnecke
Extruderschnecke für Kunststoffband aus Stahl
Drahtzieh-Extruder Schneckenzylinder
Folienbeschichteter Extruderschneckenzylinder
Gießfolienextruder-Schneckenrohr
Plattenextruder-Schneckenzylinder
Spinnender Extruderschneckenzylinder
Konisches Doppelschneckenrohr
Parallele Doppelschneckentrommel
Schneckenzylinder für Spritzgießmaschinen
Schneckenrohr für Lebensmittelextruder
Schneckenzylinder eines chemischen Extruders
Nicht genormter Schraubenzylinder
Kundenspezifischer Extruder
Wenn einige Schraubenprodukte nicht aufgelistet sind, kontaktieren Sie uns bitte per E-Mail und wir werden Ihnen innerhalb von 24 Stunden antworten!
Welche Logistik wird für den Versand genutzt?
Wir können jedes Land und jede Region durch Seefracht, Luftfracht, internationale Expresslieferung und andere Transportmethoden schnell erreichen. Wir haben Schrauben und Fässer in Standardgrößen auf Lager, die nach Bestätigung durch den Kunden innerhalb von 5-7 Tagen geliefert werden können.
Kann es unseren Anforderungen entsprechend angepasst werden?
Wir haben viele erfahrene Ingenieure, die schnell verschiedene Arten und Typen von Schraubenzylindern entsprechend den Kundenanforderungen anpassen können. Vor produzieren, technische wird jedes Detail mit Verkäufer nach mit Kunden Anfrage zu überprüfen. Unter produzieren, wird jeder Schritt vor dem nächsten Prozess inspiziert werden. Und jeder Verkäufer wird einige Zeit folgen, um sicherzustellen, dass 100% korrekt und reduzieren Kommunikationsfehler und Arbeit undelay. Wir setzen Qualität auf einem hohen Niveau und der Preis ist mittleres Niveau.
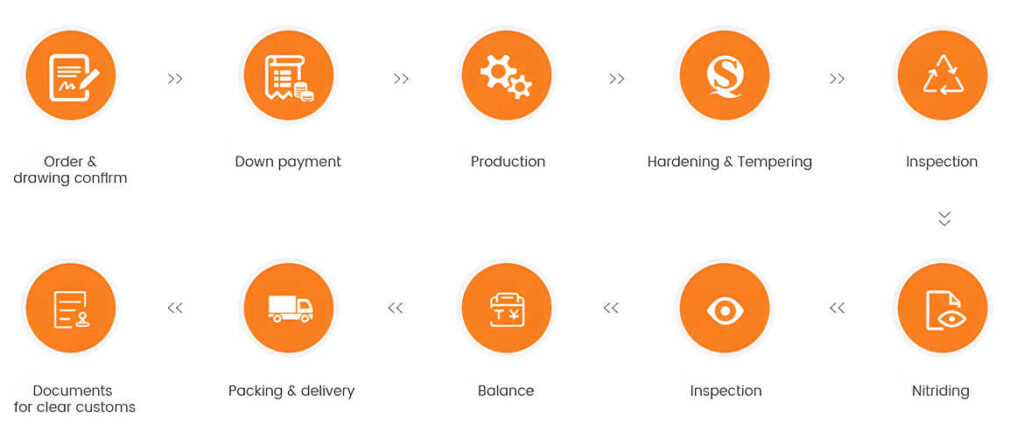
Wie sieht unser Bestellverfahren aus?
Welche Dienstleistungen sind im Kundendienst enthalten?
Unser Verkaufsteam ist mit den Produktions- und Exportprozessen vertraut und verfügt über fast 10 Jahre Erfahrung im Kundenservice. Jeder Verkäufer kann sicherstellen, dass die Anforderungen des Kunden und unser Schraubenzylinder 100% genau in Produktionsdetails sind. Wir werden alle Frachtprobleme lösen, bis der Kunde zufrieden ist.