The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
Die Schneckenstruktur ist geeignet für
PE, PP, ABS, PET, PETG, PA, usw.
Anwendbar auf die folgenden Modelle Sonderformteile Blasformmaschine:
Flaschenblasmaschine für Lebensmittel und Getränke
Highway-Anlage Blasformmaschine
Installationsverfahren und Vorsichtsmaßnahmen für den Schneckenzylinder einer Blasformmaschine
Einbau der Zylinderschraube
Zunächst sollte die Ersatzschraube vor der Installation mit dem Lauf installiert werden. Um zu verhindern, dass die Schraube in den Lauf hineinrutscht, entfernen Sie nicht zuerst den festen Führungsdraht. Zur Sicherheit können Sie ein kleines Holzstück in die Mitte der Zuführungsöffnung klemmen. Dann heben Sie es in die ursprüngliche Position des Laufs, befestigen es und verbinden den Speicherkopf mit dem Einzugsbereich.
Nach dem Einbau des Zylinders heben Sie das Untersetzungsgetriebe zurück auf den Rahmen der Kunststoffblasformmaschine. Geben Sie vor dem Einbau etwas Fett auf die Verbindungsmuffe der Untersetzungsgetriebe-Hauptwelle und den Schraubengriff, um Rost zu vermeiden und die Demontage beim nächsten Mal zu erleichtern. Für den Einbau dieses Teils ist ein spezielles Werkzeug zum Entfernen der Schraube erforderlich. Der Schraubgriff unserer Firma ist mit Schraublöchern für die Montage ausgestattet. Bei der Installation führen Sie die Schraube in das innere Loch der Hauptwelle des Reduzierstücks ein, schrauben Sie die Schraube in das Loch für die Installationsschraube, richten Sie dann die Keilnutposition des Reduzierstücks und der Schraube aus, und installieren Sie die Schraube durch die Mutter und ziehen Sie sie in das Reduzierstück.
Nachdem der vorherige Schritt abgeschlossen ist, werden als nächstes die verschiedenen Teile miteinander verbunden. Zuerst werden die Schrauben der Blasformmaschinenausrüstung und des Reduzierstücks befestigt, die Schrauben des Reduzierstücks und des Einspeiseteils installiert und befestigt, die Kupplung und der Extrusionsmotor angeschlossen und die Heizung und die Verkabelung installiert. Bei diesem Schritt muss sichergestellt werden, dass die einzelnen Teile korrekt installiert und angeschlossen werden.
Der nächste Schritt ist die Installation der Einzugsvorrichtung. Prüfen Sie zunächst die Verbindung aller Kabel, Schrauben und Blasformmaschinenausrüstungen, und heizen Sie dann die Maschine zum Testen auf.
Bei der Überprüfung und Reparatur des Extrusionsmotors kann das Schmierfett des Getriebes gewechselt werden.
Vorsichtsmaßnahmen für die Verwendung der Zylinderschraube
Jeder Kunststoff hat einen idealen Temperaturbereich für die Plastifizierung, und die Verarbeitungstemperatur im Fass sollte so gesteuert werden, dass sie in der Nähe dieses Temperaturbereichs liegt. Das Kunststoffgranulat gelangt aus dem Trichter in die Trommel und erreicht zunächst den Einzugsbereich. In der Einzugszone kommt es unweigerlich zu Trockenreibung. Wenn diese Kunststoffe nicht ausreichend erwärmt werden und ungleichmäßig schmelzen, kann es leicht zu erhöhtem Verschleiß an der Innenwand des Zylinders und der Oberfläche der Schnecke kommen. Auch in der Kompressions- und Homogenisierungssektion führt ein ungeordneter und ungleichmäßiger Schmelzzustand des Kunststoffs zu erhöhtem Verschleiß. Es ist verboten, die Schnecke zu drehen, wenn die Temperatur sehr niedrig ist.
Die Geschwindigkeit sollte richtig eingestellt sein. Denn einigen Kunststoffen werden Verstärkungsstoffe wie Glasfasern, Mineralien oder andere Füllstoffe zugesetzt. Die Reibung dieser Stoffe auf metallischen Werkstoffen ist oft viel größer als die von geschmolzenen Kunststoffen. Wenn beim Extrudieren dieser Kunststoffe eine hohe Geschwindigkeit verwendet wird und gleichzeitig die Scherkraft auf den Kunststoff erhöht wird, werden durch die Verstärkung auch entsprechend mehr gerissene Fasern erzeugt. Die gerissenen Fasern enthalten scharfe Enden, was die Verschleißkraft stark erhöht. Wenn anorganische Mineralien bei hoher Geschwindigkeit auf der Metalloberfläche gleiten, ist auch ihre Schabewirkung nicht gering. Daher sollte die Geschwindigkeit nicht zu hoch eingestellt werden.
Entfernen Sie Verunreinigungen aus dem Kunststoff. Im Allgemeinen gibt es keine Rückstände im frischen, originalverpackten Kunststoff, aber nach dem Transport, dem Wiegen, dem Trocknen, dem Mischen der Farben und vor allem nach dem Hinzufügen von recycelten Materialien können sich Rückstände darin befinden. Kleine Metallspäne, große Heizspiralen, Muttern, Büroklammern, Schrauben usw., die in den Zylinder gemischt werden, beschädigen die Schraube (natürlich wird auch der Zylinder gleichzeitig beschädigt), und sogar die Schraube bleibt stecken. Unter starkem Drehmoment bricht die Schraube und der Zylinderflansch wird verformt, so dass eine strenge Steuerung und Überwachung der Zuführung erforderlich ist.
Die im Kunststoff enthaltene Feuchtigkeit hat einen gewissen Einfluss auf den Verschleiß der Schneckenoberfläche. Wenn der Kunststoff relativ feucht ist, wird die Feuchtigkeit vor der Extrusion nicht vollständig entfernt. Wenn die Restfeuchte in den Kompressionsbereich der Schnecke eintritt, bildet sie "Dampfpartikel" mit hoher Temperatur und hohem Druck, die zuvor geschmolzen und mit dem geschmolzenen Kunststoff vermischt werden. Wenn sich die Schnecke während des Extrusionsprozesses vom Homogenisierungsabschnitt zum Schneckenkopf vorwärts bewegt, werden diese "Dampfpartikel" während des Extrusionsprozesses dekomprimiert und expandieren, wie feine Verunreinigungspartikel, die eine reibende und zerstörende Wirkung auf die Wandoberfläche haben und auch einen großen Einfluss auf die Qualität des extrudierten Produkts haben, und es kommt auch zu einer instabilen Zuführung.
FAQs
Welche Arten von Produkten können wir anbieten?
Produktkategorie:
Schneckenzylinder für Plattenextruder
Schneckenzylinder eines Blasfolienextruders
Schneckenzylinder eines Blasform-Extruders
Recycling-Granulierung Extruder Schneckenzylinder
Draht- und Kabelextruderschnecke
Extruderschnecke für Kunststoffband aus Stahl
Drahtzieh-Extruder Schneckenzylinder
Folienbeschichteter Extruderschneckenzylinder
Gießfolienextruder-Schneckenrohr
Plattenextruder-Schneckenzylinder
Spinnender Extruderschneckenzylinder
Konisches Doppelschneckenrohr
Parallele Doppelschneckentrommel
Schneckenzylinder für Spritzgießmaschinen
Schneckenrohr für Lebensmittelextruder
Schneckenzylinder eines chemischen Extruders
Nicht genormter Schraubenzylinder
Kundenspezifischer Extruder
Wenn einige Schraubenprodukte nicht aufgelistet sind, kontaktieren Sie uns bitte per E-Mail und wir werden Ihnen innerhalb von 24 Stunden antworten!
Welche Logistik wird für den Versand genutzt?
Wir können jedes Land und jede Region durch Seefracht, Luftfracht, internationale Expresslieferung und andere Transportmethoden schnell erreichen. Wir haben Schrauben und Fässer in Standardgrößen auf Lager, die nach Bestätigung durch den Kunden innerhalb von 5-7 Tagen geliefert werden können.
Kann es unseren Anforderungen entsprechend angepasst werden?
Wir haben viele erfahrene Ingenieure, die schnell verschiedene Arten und Typen von Schraubenzylindern entsprechend den Kundenanforderungen anpassen können. Vor produzieren, technische wird jedes Detail mit Verkäufer nach mit Kunden Anfrage zu überprüfen. Unter produzieren, wird jeder Schritt vor dem nächsten Prozess inspiziert werden. Und jeder Verkäufer wird einige Zeit folgen, um sicherzustellen, dass 100% korrekt und reduzieren Kommunikationsfehler und Arbeit undelay. Wir setzen Qualität auf einem hohen Niveau und der Preis ist mittleres Niveau.
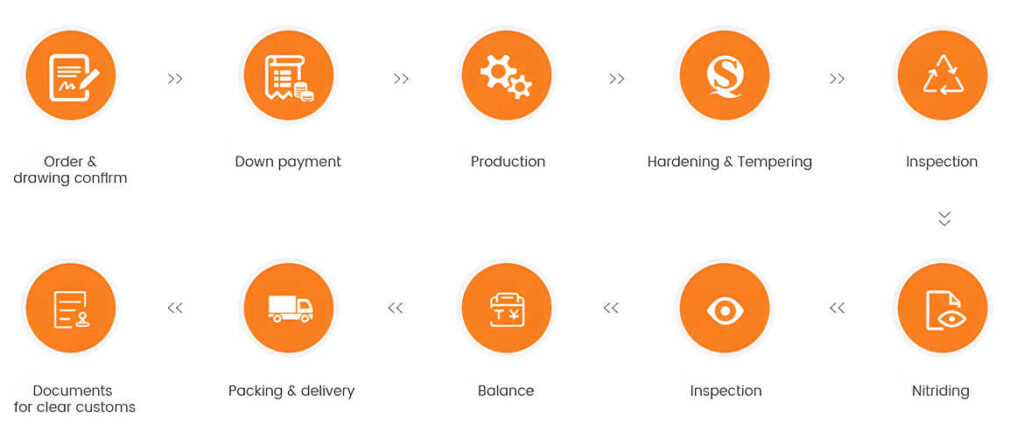
Wie sieht unser Bestellverfahren aus?
Welche Dienstleistungen sind im Kundendienst enthalten?
Unser Verkaufsteam ist mit den Produktions- und Exportprozessen vertraut und verfügt über fast 10 Jahre Erfahrung im Kundenservice. Jeder Verkäufer kann sicherstellen, dass die Anforderungen des Kunden und unser Schraubenzylinder 100% genau in Produktionsdetails sind. Wir werden alle Frachtprobleme lösen, bis der Kunde zufrieden ist.