The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
La estructura de tornillo es adecuada para
PE, PP, ABS, PET, PETG, PA, etc.
Aplicable a los siguientes modelos Máquina de moldeo por soplado de piezas de formas especiales:
Respaldo de silla, base, palé, depósito de agua de coche, caja de herramientas, etc.
Urea, máquina de barriles apiladores de productos químicos
Máquina sopladora de botellas para el lavado diario de productos químicos
Máquina sopladora de botellas de alimentos y bebidas
Máquina de moldeo por soplado para instalaciones de autopistas
Proceso de instalación y precauciones para el barril de tornillo de la máquina de moldeo por soplado
Instalación del tornillo del cañón
En primer lugar, antes de la instalación, debe instalarse previamente el tornillo de repuesto con el cañón. Para evitar que el tornillo se deslice dentro del cañón, no retire primero el cable de alimentación fijo. Para mayor seguridad, puede sujetar un pequeño trozo de madera en el centro del orificio de alimentación. A continuación, levántelo hasta la posición original del cañón, fíjelo y conecte el cabezal de almacenamiento y la sección de alimentación.
Una vez instalado el barril, vuelva a izar el reductor al bastidor de la máquina de moldeo por soplado de plástico. Antes de la instalación, añada un poco de grasa al manguito de conexión del eje principal del reductor y al mango del tornillo para evitar la oxidación y facilitar el desmontaje la próxima vez. Esta pieza requiere una herramienta especial de extracción de tornillos para su instalación. El mango del tornillo de nuestra empresa está fabricado con orificios para tornillos de instalación. Al instalarlo, inserte el tornillo en el orificio interior del eje principal del reductor, atornille el tornillo en el orificio del tornillo de instalación y, a continuación, alinee la posición de la chaveta del reductor y el tornillo, e instale el tornillo a través de la tuerca y tire de él para introducirlo en el reductor.
Una vez completado el paso anterior, el siguiente paso es conectar las distintas piezas. En primer lugar, fije los pernos del equipo de la máquina de moldeo por soplado y el reductor, instale y fije los pernos del reductor y la sección de alimentación, conecte el acoplamiento y el motor de extrusión, e instale el calentador y el cableado. Este paso debe garantizar la correcta instalación y conexión de cada pieza.
El siguiente paso es instalar el dispositivo de alimentación. En primer lugar, compruebe la conexión de cada cableado, pernos y equipo de la máquina de moldeo por soplado, y luego calentar la máquina para la prueba.
Al revisar y reparar el motor de extrusión, se puede cambiar la grasa del reductor.
Precauciones de uso del tornillo de barrilete
Cada plástico tiene un rango ideal de temperatura de procesamiento de plastificación, y la temperatura de procesamiento del barril debe controlarse para que esté cerca de este rango de temperatura. El plástico granulado entra en el barril desde la tolva y llega primero a la sección de alimentación. Es inevitable que se produzca fricción seca en la sección de alimentación. Cuando estos plásticos no se calientan lo suficiente y se funden de forma desigual, es fácil que aumente el desgaste de la pared interior del barril y de la superficie del tornillo. Del mismo modo, en la sección de compresión y la sección de homogeneización, si el estado fundido del plástico es desordenado y desigual, también causará un mayor desgaste. Está prohibido girar el tornillo cuando la temperatura es muy insuficiente.
La velocidad debe ajustarse adecuadamente. Porque a algunos plásticos se les añaden agentes de refuerzo, como fibra de vidrio, minerales u otras cargas. La fricción de estas sustancias sobre los materiales metálicos suele ser mucho mayor que la de los plásticos fundidos. Al extruir estos plásticos, si se utiliza una velocidad alta, al tiempo que aumenta la fuerza de cizallamiento sobre el plástico, el refuerzo también producirá más fibras rasgadas en consecuencia. Las fibras rasgadas contienen extremos afilados, lo que aumenta enormemente la fuerza de desgaste. Cuando los minerales inorgánicos se deslizan sobre la superficie metálica a alta velocidad, su efecto de raspado tampoco es pequeño. Por lo tanto, la velocidad no debe ajustarse demasiado alta.
Elimine los residuos del plástico. Por lo general, no hay residuos en el plástico fresco comprado en su embalaje original, pero después del transporte, el pesaje, el secado, la mezcla de colores y, sobre todo, la adición de materiales reciclados, puede haber residuos mezclados. Pequeñas virutas de metal, grandes bobinas de calefacción, tuercas, clips, tornillos, etc., mezclados en el barril, el daño al tornillo es evidente (por supuesto, el barril también se dañará al mismo tiempo), e incluso el tornillo se atasca. Bajo un fuerte par de torsión, el tornillo se rompe y la parte superior de la brida del barril se deforma, por lo que se requiere una estricta gestión y supervisión de la alimentación.
La humedad contenida en el plástico tiene un cierto efecto sobre el desgaste de la superficie del tornillo. Si el plástico está relativamente húmedo, la humedad no se elimina completamente antes de la extrusión. Cuando la humedad residual entra en la sección de compresión del tornillo, forma "partículas de vapor" a alta temperatura y presión que se funden y mezclan previamente en el plástico fundido. A medida que el tornillo avanza durante el proceso de extrusión, desde la sección de homogeneización hasta la cabeza del tornillo, estas "partículas de vapor" se descomprimen y expanden durante el proceso de extrusión, como finas partículas de impurezas, que tienen un efecto friccional y destructivo en la superficie de la pared, y también tienen un gran impacto en la calidad del producto extruido, y también se producirá una alimentación inestable.
Preguntas frecuentes
¿Qué tipos de productos podemos ofrecer?
Categoría de productos:
Cilindro del husillo de extrusión de láminas
Husillo de extrusora de película soplada
Husillo de extrusión de moldeo por soplado
Reciclado granulación extrusora tornillo cilindro
Tornillo extrusor de alambre y cable
Husillo de extrusión de fleje de acero
Husillo de extrusión de alambre
Husillo de extrusión recubierto de película
Tubo sinfín de extrusora de película fundida
Husillo de extrusión de placas
Husillo de extrusión giratorio
Tubo cónico de doble husillo
Barril de doble husillo paralelo
Cilindro de tornillo de máquina de moldeo por inyección
Tubo de extrusión alimentaria
Husillo de extrusora química
Cilindro de husillo no normalizado
Extrusora a medida
¡Si algunos productos de tornillo no tienen una lista, por favor no dude en contactar con nosotros por correo electrónico y le responderemos dentro de 24 horas!
¿Qué logística utilizamos para los envíos?
Podemos llegar rápidamente a cualquier país y región mediante flete marítimo, flete aéreo, entrega urgente internacional y otros métodos de transporte. Disponemos de stock de tornillos y barriles de tamaño estándar y, una vez confirmados por el cliente, pueden entregarse en un plazo de 5-7 días.
¿Se puede personalizar según nuestras necesidades?
Tenemos muchos ingenieros experimentados que pueden personalizar rápidamente varios tipos y tipos de barril de tornillo de acuerdo a los requerimientos del cliente. Antes de producir, técnico comprobará cada detalle con el vendedor según la petición de los clientes. Bajo producción, cada paso será inspeccionado antes del siguiente proceso. Y cada vendedor seguirá algún tiempo para asegurarse de 100% correcta y reducir el error de comunicación y el trabajo undelay. Ponemos la calidad en un nivel alto y el precio es de nivel medio.
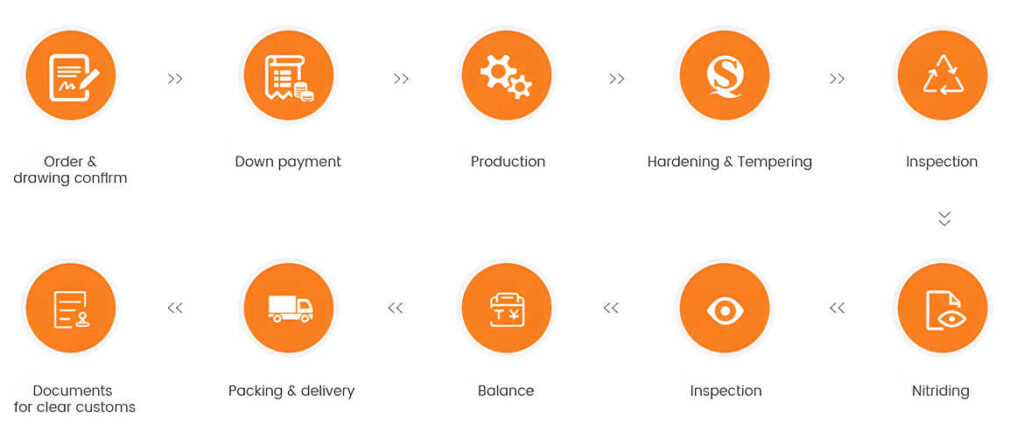
¿Cuál es nuestro proceso de pedido?
¿Qué servicios incluye el servicio posventa?
Nuestro equipo de ventas está familiarizado con los procesos de producción y exportación y cuenta con casi 10 años de experiencia en atención al cliente. Cada vendedor puede asegurar que los requisitos del cliente y nuestro barril de tornillo son 100% precisos en los detalles de producción. Resolveremos cualquier problema de carga hasta que el cliente esté satisfecho.