Lorsque la presse à injecter fonctionne, les pièces de la presse à injecter sont comme les roues d'un véhicule à moteur. Tant qu'elles sont en marche, elles sont soumises à la pression, à l'impact, à la friction et à l'extrusion. Pour un même pneu, la conduite sur une route plate et un conducteur compétent peuvent souvent prolonger la durée de vie du pneu.dEt lors de la conduite sur des routes irrégulières avec beaucoup de sable et de gravier, couplée à des actions de freinage d'urgence fréquentes, le motif sur la surface du pneu est rapidement poli et éraflé.Par conséquent, pour s'assurer que la machine de moulage par injection est toujours en bon état, il est nécessaire de clarifier les performances de la machine de moulage par injection utilisée, de comprendre les performances et la qualité des matières plastiques utilisées et de renforcer la gestion de l'utilisation de la machine de moulage par injection afin de réduire le taux de défaillance, de réduire les coûts d'entretien et de prolonger la durée de vie utile.

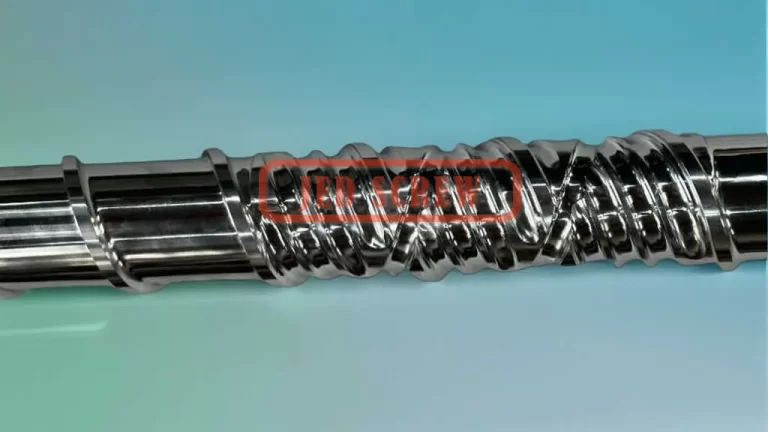
Certains plastiques modifiés sont additionnés de minéraux, de fibres de verre, de poudres métalliques, etc. L'existence de ces matériaux affectera la vis, la tête en caoutchouc, la bague en caoutchouc, le joint en caoutchouc et la colle de fusion de manière cumulative au cours de la plastification et du processus d'injection. écrous et vis du canon Le canon subit une usure mécanique uniforme. La couche nitrurée et la couche chromée peuvent être abrasées. Après l'abrasion, l'écart entre la vis et le cylindre de fusion augmente, ce qui réduit l'effet de plastification, augmente la fuite de l'injection, réduit l'efficacité de l'injection et réduit la précision du traitement. Par conséquent, afin de minimiser l'usure et de prolonger la durée de vie des composants plastifiés, la température doit être augmentée de manière appropriée pendant le traitement et la vitesse de la vis doit être réduite. Les régleurs ont l'habitude de travailler à basse température et de travailler à haute vitesse et à haute pression, ce qui détériore progressivement les performances des composants plastifiés. Par exemple, lors de la transformation des plastiques PC et PA, lorsque la température ne répond pas aux exigences, la viscosité du plastique est très élevée. Si l'action sol est forcée à ce moment-là, la pression sol et le couple sol doivent être augmentés, ce qui accroît la fatigue sous contrainte de la vis. Parallèlement, la viscosité du plastique fondu étant très élevée à ce moment-là, la pression et la vitesse d'injection doivent être augmentées pour le traitement par injection, ce qui accroît l'impact et la charge de la tête en caoutchouc, de l'anneau en caoutchouc et du joint en caoutchouc, et accélère leur usure et leur rupture sous contrainte.
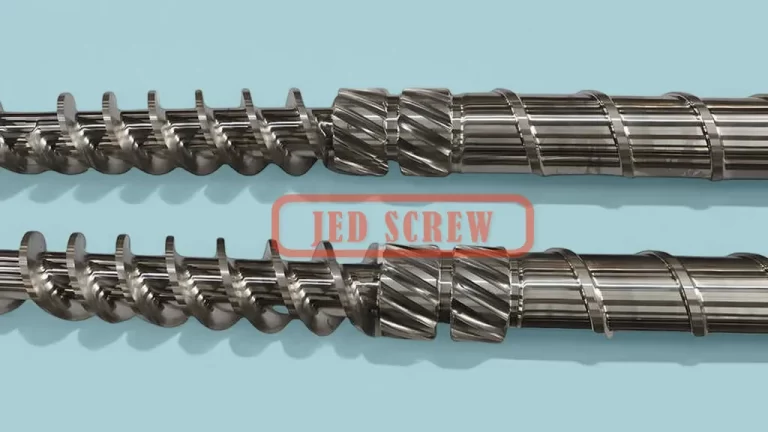
La plupart des impuretés métalliques qui pénètrent dans le cylindre sol sont apportées avec le matériau concassé. Par conséquent, la rupture de la lame du concasseur doit être vérifiée fréquemment et la lame doit être remplacée immédiatement si elle s'avère usée. Lorsque les déchets métalliques adsorbés autour de l'aimant sont saturés, la force d'adsorption des déchets de fer sur la couche extérieure est affaiblie. Même s'ils sont attirés, ils seront facilement emportés par le plastique qui s'écoule continuellement et entreront ensemble dans le cylindre de sol. Si l'assemblage du cylindre de sol n'est pas assez serré, la vis touchera le cylindre de sol lors de l'injection du sol ou de la colle, ce qui entraînera l'usure de la vis ou du cylindre de sol. Il convient donc de vérifier régulièrement l'état technique de l'équipement et de prêter attention aux phénomènes anormaux des pièces au cours du processus.