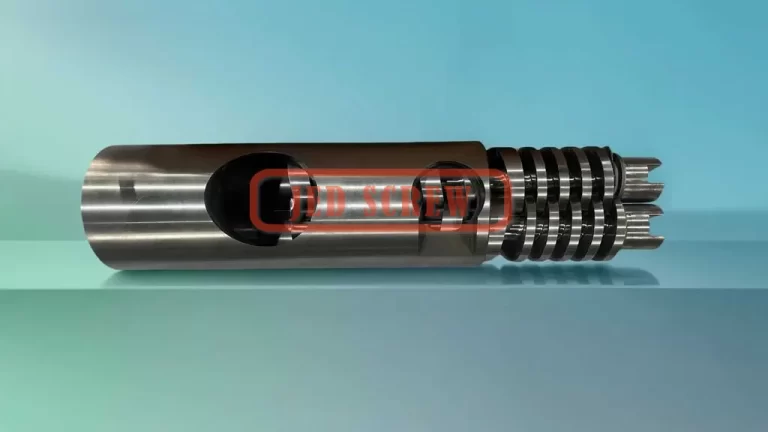
Les trois petites pièces de la tête de vis remplissent les fonctions d'étanchéité, de mélange, de plastification et d'autres fonctions dans l'ensemble du groupe de vis. Il s'agit d'un élément relativement important. Les problèmes de qualité de nombreux produits en plastique sont étroitement liés aux trois petites pièces de la tête de vis. L'incapacité à traiter les détails des petites pièces a considérablement augmenté le taux de rebut des produits en plastique, et a même contraint à l'arrêt pour maintenance.1. La surface globale des trois petites pièces de la tête de vis doit être lisse. À l'exception de la pièce d'assemblage, tout endroit visible de face ne doit pas présenter d'angle aigu droit ni de transition lisse. La taille du R lisse dépend de la situation, car les angles aigus à droite sont faciles à fissurer, sans compter qu'il est facile d'accumuler des matériaux, de sorte que le flux de matières premières n'est pas régulier. baril de vis d'extrudeuse Il est facile d'avoir des taches noires et du jaune sur une longue période. N'oubliez pas que les trois petites pièces sont les plus susceptibles de jaunir. De nombreux PC, PMMA et autres phénomènes de jaunissement sont dus à la présence de trois petits morceaux qui ont commencé à jaunir.

La conception des deux faces d'extrémité de l'anneau en caoutchouc est également particulièrement importante. Aujourd'hui, de nombreux fabricants de machines de moulage par injection conçoivent la surface de jonction de l'anneau en caoutchouc et du méson de manière à ce qu'elle soit plate et sans pente. Cela présente deux inconvénients. Premièrement, le contact plan n'a pas de surface de contact inclinée. La surface étant grande, la durée de vie est beaucoup plus courte que celle de la surface inclinée. Deuxièmement, la jonction du méson sans surface inclinée et de la tête de vis devient un angle mort, et la matière première reste longtemps, il y aura des taches noires et un jaunissement. Cette pente est la plus inclinée : 30 degrés, c'est mieux ; 15 degrés, ce n'est pas assez, il est facile d'accumuler des matériaux ; la surface de contact de 45 degrés est grande, et il n'est pas facile d'accumuler des matériaux, mais il est facile d'écraser l'anneau de caoutchouc lors de l'application de colle.3 L'écart de mouvement gauche et droit de l'anneau de caoutchouc doit être modéré, en fonction de la matière première produite. L'écart de mouvement est petit ou grand. De nombreuses grandes machines fabriquent des produits à parois minces. Le point d'injection est instable car l'écart de mouvement gauche et droit de l'anneau en caoutchouc est trop important. De nombreuses matières premières PMMA et PC produisent également un bruit de cliquetis pendant la production, car l'écart entre les mouvements gauche et droit de l'anneau en caoutchouc est trop faible, ce qui entraîne un déchargement irrégulier.4. La surface de la partie filetée de la tête de vis n'a pas besoin d'être aussi dure que d'autres parties. Une dureté trop élevée fera facilement sauter le filetage et la résistance du filetage diminuera. Elle doit être protégée par de l'azote bloqué avant le traitement thermique. Ou bien le filetage doit être traité après la nitruration. Rétraction de la pièce filetée Il est préférable que la rainure soit un R d'un arc de cercle, plutôt que d'être directement découpée par un outil de tournage à angle droit. De cette manière, la contrainte est meilleure, et de nombreuses fractures de têtes de vis se produisent dans cette partie.