The fiercely competitive plastic sheet market places higher demands on the output and performance of our extrusion equipment.
JED is committed to the research and development of extrusion technology, developing high-standard screw products that meet current market demands. With over 20 years of experience and advanced technology in professional barrel and screw production, JED can help you stand out in the fierce market competition.
PC, PMMA, PET, optical film, refractive film, etc.
XPS, XPE, EPE, EPS foam board, insulation board, etc.
Other: EVA, TPU, PVB, EVOH board field
The sheet extruder screw is a core component of plastic sheet production equipment. Its design directly affects the plasticization of the material and the quality of the finished product. The following is a summary of key information:
1. Screw Structure and Function
(1)Three-Stage Design
Feeding Section (Conveying Section): Equally spaced and equal-depth screw threads are responsible for material conveying.
Compression Section (Transfer Section): The screw grooves feature a gradually varying depth, achieving material compression and melting.
Some models utilize a twin-screw design, which enhances mixing efficiency through counter-rotation and is suitable for high-viscosity materials (such as TPE and EVA).
(2)Material and Processing:
Commonly used is 38CrMoAlA nitrided steel, which is wear-resistant and corrosion-resistant. Some models feature a dual-alloy surface treatment for extended life.
Conical twin-screw designs (such as those used in PE sheet extruders) forcefully extrude powders, reducing the risk of material decomposition.
2. Technical Parameters and Model Selection
Compression Ratio: 3-4:1 is recommended for polyolefins (such as PP and PE) and amorphous materials (such as ABS).
Temperature Control: The mold temperature must be 5-10°C higher than the barrel temperature. The working surface roughness of the three rollers must be ≤0.2μm to ensure sheet surface quality.
Application Scenarios:Single-screw extruders are suitable for conventional sheet materials (such as PP and PS). Twin-screw extruders are suitable for high-performance compounding (e.g., EVA automotive interior parts and PLA, a biodegradable material).
3. Maintenance Tips
Regularly check the screw for wear and avoid scratching the roller surface with hard objects.
When cleaning, use copper tools to prevent scratching the nitrided surface.
FAQ
Quels types de produits pouvons-nous offrir ?
Catégorie de produits :
Cylindre à vis de l'extrudeuse de feuilles
Corps de vis d'extrudeuse de film soufflé
Tonneau de vis d'extrudeuse de moulage par soufflage
Cylindre à vis de l'extrudeuse de granulation de recyclage
Vis d'extrusion de fils et de câbles
Baril de vis d'extrudeuse de bandes d'acier en plastique
Barillet de vis d'extrudeuse de tréfilage
Corps de vis d'extrudeuse revêtu d'un film
Tube à vis d'extrudeuse de film coulé
Tonneau de la vis d'extrusion de plaques
Tonneau de la vis d'extrusion en rotation
Tube à double vis conique
Tonneau à double vis parallèle
Cylindre à vis de la machine de moulage par injection
Tube à vis pour extrudeuse alimentaire
Tonneau de vis d'extrudeuse chimique
Cylindre à vis non standard
Extrudeuse personnalisée
Si certains produits vissés n'ont pas de liste, n'hésitez pas à nous contacter par e-mail et nous vous répondrons dans les 24 heures !
Quels sont les moyens logistiques utilisés pour l'expédition des marchandises ?
Nous pouvons atteindre rapidement n'importe quel pays ou région par le biais du fret maritime, du fret aérien, de la livraison express internationale et d'autres méthodes de transport. Nous disposons d'un stock de vis et de barils de taille standard. Une fois confirmés par le client, ils peuvent être livrés dans un délai de 5 à 7 jours.
Peut-il être personnalisé en fonction de nos besoins ?
Nous disposons de nombreux ingénieurs expérimentés qui peuvent rapidement personnaliser divers types de barils à vis en fonction des exigences des clients. Avant la production, les techniciens vérifient chaque détail avec le vendeur en fonction de la demande du client. Pendant la production, chaque étape est inspectée avant le processus suivant. Et chaque vendeur suivra de temps en temps pour s'assurer que 100% est correct et réduire les erreurs de communication et travailler sans retard. Nous plaçons la qualité à un niveau élevé et le prix à un niveau moyen.
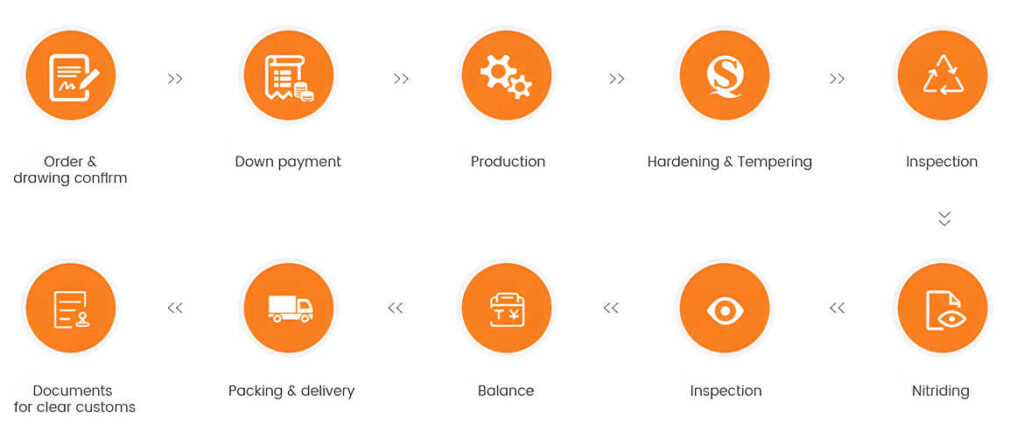
Quelle est la procédure de commande ?
Quels sont les services inclus dans le service après-vente ?
Notre équipe de vente est familiarisée avec les processus de production et d'exportation et possède près de 10 ans d'expérience en matière de service à la clientèle. Chaque vendeur peut s'assurer que les exigences du client et notre canon à vis sont 100% exacts dans les détails de production. Nous résoudrons tous les problèmes de transport jusqu'à ce que le client soit satisfait.