The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
La structure de la vis convient pour
PE, PP, ABS, PET, PETG, PA, etc.
Applicable aux modèles suivants Machine de moulage par soufflage de pièces de forme spéciale :
Dossier de chaise, base, palette, réservoir d'eau de voiture, boîte à outils, etc.
Machine à empiler l'urée et les produits chimiques
Machine à souffler les bouteilles pour le lavage chimique quotidien
Machine à souffler les bouteilles de produits alimentaires et de boissons
Machine de moulage par soufflage pour installations routières
Processus d'installation et précautions pour la vis de la machine de moulage par soufflage
Installation de la vis à tête cylindrique
Tout d'abord, avant l'installation, la vis de rechange doit être installée à l'avance avec le canon. Afin d'éviter que la vis ne glisse à l'intérieur du canon, ne retirez pas d'abord le fil conducteur fixe. Pour plus de sécurité, vous pouvez fixer un petit morceau de bois au milieu de l'orifice d'alimentation. Ensuite, hissez-le à la position d'origine du tonneau, fixez-le et connectez la tête de stockage et la section d'alimentation.
Une fois le cylindre installé, hisser le réducteur sur le châssis de la machine de moulage par soufflage de plastique. Avant l'installation, ajoutez un peu de graisse à la douille de raccordement de l'arbre principal du réducteur et à la poignée de la vis afin d'éviter la rouille et de faciliter le prochain démontage. L'installation de cette pièce nécessite un outil spécial pour enlever les vis. La poignée à vis de notre société est munie de trous pour la vis d'installation. Lors de l'installation, insérer la vis dans le trou intérieur de l'arbre principal du réducteur, visser la vis dans le trou de la vis d'installation, puis aligner la position de la rainure de clavette du réducteur et de la vis, et installer la vis à travers l'écrou et la tirer dans le réducteur.
Une fois l'étape précédente terminée, l'étape suivante consiste à connecter les différentes parties. Tout d'abord, il faut fixer les boulons de l'équipement de la machine de moulage par soufflage et du réducteur, installer et fixer les boulons du réducteur et de la section d'alimentation, connecter l'accouplement et le moteur d'extrusion, et installer l'élément chauffant et le câblage. Cette étape doit garantir l'installation et la connexion correctes de chaque pièce.
L'étape suivante consiste à installer le dispositif d'alimentation. Il faut d'abord vérifier la connexion de chaque câblage, des boulons et de l'équipement de la machine de moulage par soufflage, puis chauffer la machine pour la tester.
Lors du contrôle et de la réparation du moteur d'extrusion, la graisse du réducteur peut être changée.
Précautions pour l'utilisation de la vis à tête cylindrique
Chaque plastique a une plage de température idéale pour le traitement de plastification, et la température de traitement du tonneau doit être contrôlée pour être proche de cette plage de température. Le plastique granuleux entre dans le tonneau à partir de la trémie et atteint d'abord la section d'alimentation. Un frottement sec se produit inévitablement dans la section d'alimentation. Lorsque ces matières plastiques ne sont pas suffisamment chauffées et qu'elles fondent de manière irrégulière, il est facile d'augmenter l'usure de la paroi interne du cylindre et de la surface de la vis. De même, dans la section de compression et la section d'homogénéisation, si l'état de fusion du plastique est désordonné et irrégulier, il en résultera également une usure accrue. Il est interdit de faire tourner la vis lorsque la température est gravement insuffisante.
La vitesse doit être correctement réglée. Parce que certains plastiques sont additionnés d'agents de renforcement, tels que des fibres de verre, des minéraux ou d'autres charges. Le frottement de ces substances sur les matériaux métalliques est souvent beaucoup plus important que celui des matières plastiques en fusion. Lors de l'extrusion de ces plastiques, si une vitesse élevée est utilisée, tout en augmentant la force de cisaillement sur le plastique, le renforcement produira également plus de fibres déchirées en conséquence. Les fibres déchirées contiennent des extrémités pointues, ce qui augmente considérablement la force d'usure. Lorsque les minéraux inorganiques glissent sur la surface du métal à grande vitesse, leur effet de raclage n'est pas négligeable. Par conséquent, la vitesse ne doit pas être réglée trop haut.
Éliminer les débris du plastique. En général, il n'y a pas de débris dans le plastique frais acheté dans son emballage d'origine, mais après le transport, le pesage, le séchage, le mélange des couleurs, et surtout l'ajout de matériaux recyclés, il peut y avoir des débris mélangés. De petits copeaux de métal, de grandes bobines de chauffage, des écrous, des trombones, des boulons, etc., mélangés dans le baril, les dommages causés à la vis sont évidents (bien sûr, le baril sera également endommagé en même temps), et même la vis est coincée. Sous l'effet d'un couple important, la vis se brise et la partie supérieure de la bride du tonneau est déformée, d'où la nécessité d'une gestion et d'un contrôle stricts de l'alimentation.
L'humidité contenue dans le plastique a un certain effet sur l'usure de la surface de la vis. Si le plastique est relativement humide, l'humidité n'est pas complètement éliminée avant l'extrusion. Lorsque l'humidité résiduelle pénètre dans la section de compression de la vis, elle forme des "particules de vapeur" à température et pression élevées qui sont préalablement fondues et mélangées au plastique fondu. Lorsque la vis avance pendant le processus d'extrusion, de la section d'homogénéisation à la tête de la vis, ces "particules de vapeur" sont décompressées et expansées pendant le processus d'extrusion, comme de fines particules d'impuretés, qui ont un effet de friction et de destruction sur la surface de la paroi, et ont également un impact important sur la qualité du produit extrudé, et une alimentation instable se produira également.
FAQ
Quels types de produits pouvons-nous offrir ?
Catégorie de produits :
Cylindre à vis de l'extrudeuse de feuilles
Corps de vis d'extrudeuse de film soufflé
Tonneau de vis d'extrudeuse de moulage par soufflage
Cylindre à vis de l'extrudeuse de granulation de recyclage
Vis d'extrusion de fils et de câbles
Baril de vis d'extrudeuse de bandes d'acier en plastique
Barillet de vis d'extrudeuse de tréfilage
Corps de vis d'extrudeuse revêtu d'un film
Tube à vis d'extrudeuse de film coulé
Tonneau de la vis d'extrusion de plaques
Tonneau de la vis d'extrusion en rotation
Tube à double vis conique
Tonneau à double vis parallèle
Cylindre à vis de la machine de moulage par injection
Tube à vis pour extrudeuse alimentaire
Tonneau de vis d'extrudeuse chimique
Cylindre à vis non standard
Extrudeuse personnalisée
Si certains produits vissés n'ont pas de liste, n'hésitez pas à nous contacter par e-mail et nous vous répondrons dans les 24 heures !
Quels sont les moyens logistiques utilisés pour l'expédition des marchandises ?
Nous pouvons atteindre rapidement n'importe quel pays ou région par le biais du fret maritime, du fret aérien, de la livraison express internationale et d'autres méthodes de transport. Nous disposons d'un stock de vis et de barils de taille standard. Une fois confirmés par le client, ils peuvent être livrés dans un délai de 5 à 7 jours.
Peut-il être personnalisé en fonction de nos besoins ?
Nous disposons de nombreux ingénieurs expérimentés qui peuvent rapidement personnaliser divers types de barils à vis en fonction des exigences des clients. Avant la production, les techniciens vérifient chaque détail avec le vendeur en fonction de la demande du client. Pendant la production, chaque étape est inspectée avant le processus suivant. Et chaque vendeur suivra de temps en temps pour s'assurer que 100% est correct et réduire les erreurs de communication et travailler sans retard. Nous plaçons la qualité à un niveau élevé et le prix à un niveau moyen.
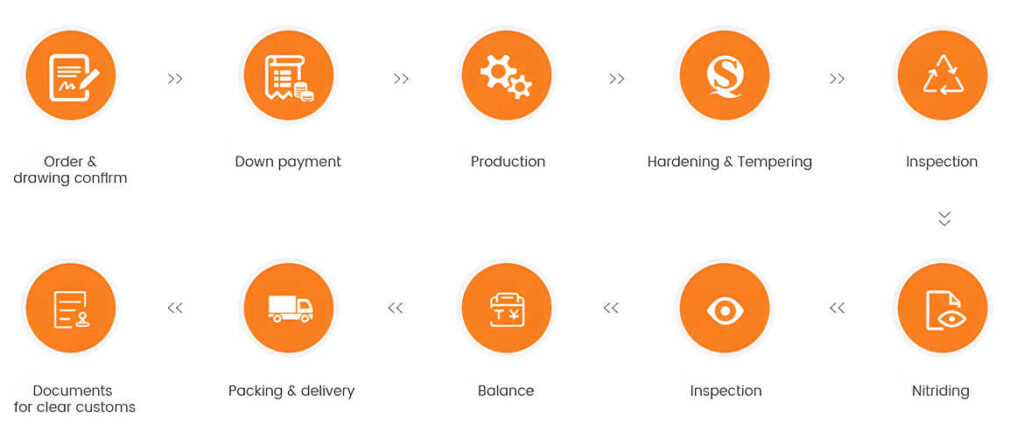
Quelle est la procédure de commande ?
Quels sont les services inclus dans le service après-vente ?
Notre équipe de vente est familiarisée avec les processus de production et d'exportation et possède près de 10 ans d'expérience en matière de service à la clientèle. Chaque vendeur peut s'assurer que les exigences du client et notre canon à vis sont 100% exacts dans les détails de production. Nous résoudrons tous les problèmes de transport jusqu'à ce que le client soit satisfait.