The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
Conventional Screws
These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws
Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws
Adding a barrier section enhances shearing and improves mixing capacity.
New Screws
CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
PE、PP、ABS、PET、PETG、PAなど。

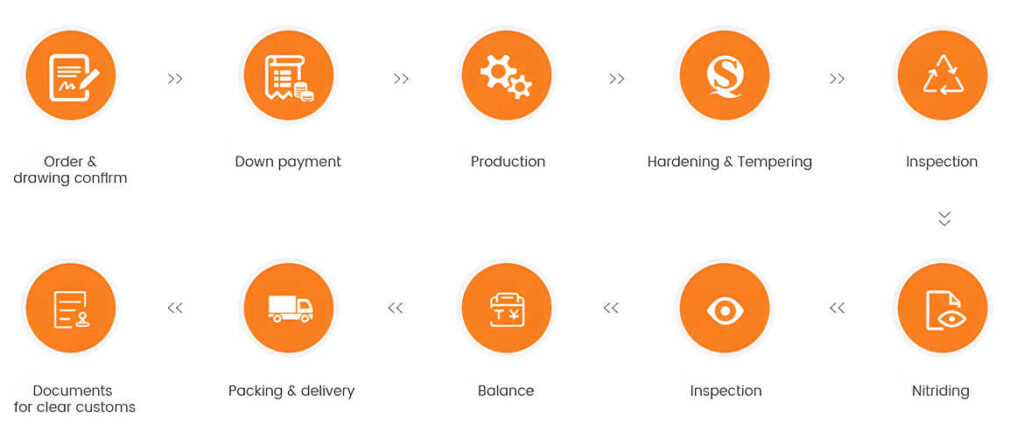
ブロー成形機スクリューバレルの取付工程と注意事項