 Extruder screw barrel manufacturer, twin screw barrel, single screw barrel.
Extruder screw barrel manufacturer, twin screw barrel, single screw barrel.










Product Introduction:
Conical twin screw extruder is developed on the basis of single screw extruder. Because of its good feeding performance, mixing and plasticizing performance, exhaust performance, extrusion stability and other characteristics, it has been widely used in the molding of extruder products. Twin screw extruder is composed of transmission device, feeding device, barrel and screw and so on. The role of each component is similar to that of single screw extruder. The difference between twin screw extruder and single screw extruder is that there are two parallel screws placed in the “∞” shaped section of the barrel.
According to the different meshing directions, twin screw extruders can be divided into same meshing, different meshing and non-meshing types.
Ⅰ,Simultaneous meshing twin screw extruder
There are two types of extruders of this type: low speed and high speed. The former is mainly used for extruding profiles, while the latter is used for special polymer processing.
(a) Tight engagement extruder. Low speed extruders have tight meshing screw geometry, wherein the screw shape of one screw is closely matched with the screw shape of another screw, that is, conjugate screw shape.
(b) Self-cleaning extruder. The high – speed co- extruder has a closely matched screw shape. The screw can be designed to have quite small screw clearance, so that the screw has a closed self-cleaning function, the twin screw extruder is called tight self-cleaning co-rotating twin screw extruder.
Ⅱ,Counter-engaging twin screw extruder
The gap between the two screw slots of the tightly meshing cross-direction rotary twin screw extruder is very small (much smaller than that of the co-meshing twin screw extruder), so the forward transmission characteristics can be achieved.
Ⅲ,Non-meshing twin screw extruder
The center distance between the two screws of a non-meshing twin screw extruder is greater than the sum of the radii of the two screws.
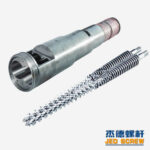
The conical twin screw barrel manufactured by our company is made of high quality alloy steel 38CrMoALA. The product is wear-resistant and corrosion-resistant after negative ion nitriding. The screw groove is welded with special alloy to prolong the service life of the screw. The wearing parts of the cylinder are made of wear-resistant alloy, which can improve the wear performance.
Our company has gathered a group of skilled and experienced design and manufacturing personnel, with “confidence, self-discipline, self-reliance, self-improvement” as the business philosophy, to provide customers with high quality and value products and services, with sincerity and strength to win customers’ understanding, respect and support.
Product advantages:
The conical twin screw barrel manufactured by our company has the following advantages:
⑴ A wide range of applications, can be applied to a variety of materials processing.
⑵ Full mixing, good heat transfer, large melting capacity, strong exhaust capacity and good temperature control of materials.
⑶ Achieve high output, high quality and high efficiency.
⑷ High torque, high speed, low energy consumption, the effect of high speed is high productivity. It has unique advantages in processing high viscosity and heat sensitive materials.
⑸ Improve labor efficiency. During equipment maintenance, the heating and cooling systems are often removed in common twin-screw extruders, and then the screw is extracted as a whole. The split type twin screw is not needed. As long as a few bolts are loosened, the upper part of the cylinder can be opened by rotating the handle device of the worm gear box, and then maintenance can be carried out. This not only shortens the maintenance time, but also reduces the labor intensity.
⑹ Reduce production costs. When making masterbatch, the color is often changed, and if the product is changed, the open processing area can be opened within minutes. The mixing process can also be analyzed by looking at the melt profile across the entire screw. When the ordinary twin-screw extruder changes the color, it needs to use a large amount of cleaning material for cleaning, which is not only time consuming, electricity wasting, but also waste raw materials. The split type twin-screw extruder can solve this problem. When changing the color, it only takes a few minutes to quickly open the cylinder and manually clean it. In this way, cleaning materials can be used without or less and the cost can be saved.
⑺ Easy to open, can be found at any time thread components, liner sleeve wear degree, so as to carry out effective maintenance or replacement. Not in the extrusion product problems only found, causing unnecessary waste.
Scope of application:
1, glass fiber reinforced, fuel resistance granulation (such as: PA6, PA66, PET, PBT, PP. PC enhanced flame retardant, etc.).
2, high filling material granulation (such as: PE, PP fill 75%CaCO).
3, heat sensitive material granulation (such as: PVC, XLPE cable material).
4, concentrated master batch (such as: fill 50% color powder).
5, anti-static masterbatch, alloy, coloring, low filling blend granulation.
6, cable material granulation (such as: sheath material, insulation material).
7, XLPE tube material granulation (such as: master batch for hot water crosslinking).
8, thermosetting plastic mixing and extrusion (such as: phenolic resin, epoxy resin, powder coating).
9, hot melt adhesive, PU reaction extrusion granulation (such as: EVA hot melt adhesive, polyurethane).
10, K resin, SBS devolatilization granulation.

WhatsApp
Scan the QR Code to start a WhatsApp chat with us.