 Extruder screw barrel manufacturer, twin screw barrel, single screw barrel.
Extruder screw barrel manufacturer, twin screw barrel, single screw barrel.






Product Introduction:
Melt-blown cloth, as the core material of protective masks, is known as the “heart” of masks. The main raw material of melt-blown cloth is polypropylene, which is a kind of ultrafine electrostatic fiber cloth with a fiber diameter of about 2 microns. Its diameter is only a tenth of the diameter of the outer fiber of the mask, which can effectively trap dust. When droplets containing viruses are close to the melt-blown cloth, they will also be electrostatic adsorbed on the surface and cannot pass through. Therefore, they are necessary raw materials for the production of masks with filter function. It has good filter, shielding, insulation and oil absorption, and is the key raw material for the production of KN95(N95) masks. Its diameter is only a tenth of the diameter of the surface fibers of the mask, which is effective in trapping dust. Droplets with virus infection close to the melt-blown cloth will also be electrostatic adsorption on the surface, unable to pass through. The melt-blowout process is used to produce melt-blowout cloth. Its equipment mainly includes: screw extruder, melt-blowout cloth metering pump, melt-blowout mesh filter, melt-blowout device, winding device, air system (hot fan and heater), etc. The function of screw extruder is to melt the slicing material; The function of melt-blown cloth metering pump is: metering, control the yield and fiber fineness, the melt continuous uniform delivery to the spinneret. The role of melt-blowout mesh filter is to filter out the impurities in the melt so as not to block the spinneret hole. The function of the winding machine is to wrap the melt-blown cloth in rolls. The air system (hot fans and heaters) serves to provide the temperature and pressure of the hot air used in the stretching of the spinning air stream.
In general, the single screw extruder can be divided into three sections according to the screw: conveying section, compression section and metering section. The last thread of the feed port is called the conveying section. At this stage, the material requirements can not be plasticized. It is important for conveying materials. In some large diameter extruder will also be equipped with cooling device, to prevent the material plasticization, to avoid the material melting affect the material conveying speed. When the material through the conveying section, this time into the compression section. At this stage, the volume between the screw and the barrel becomes smaller, and the temperature reaches the plasticizing temperature, and the material will be compressed. (The initial volume is reduced to one third of the original volume, which is called the compression ratio of the screw 3:1) When the material is plasticized, it will enter the metering section and deliver the melt material quantitatively to the head for production needs.
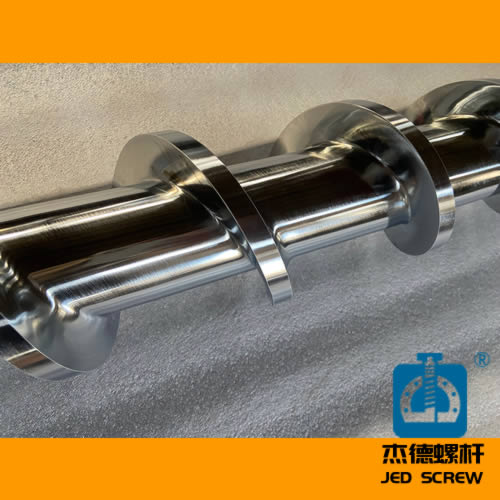
Our company specializes in the production and manufacture of melt-blown cloth, non-woven fabric extruder screw barrel, with excellent plasticizing, extrusion stability, high yield and energy saving, wear resistance and corrosion resistance, long service life and other advantages. The service life of screw barrel has been increased by 30% by the process of conditioning, stress removal, nitriding and alloy spraying.
Our company gathers a group of ten years of experience design team, professional processing, assembly workshop workers, to undertake drawings customized, annual output can reach 500 sets.
Scope of application:
Mainly used in the production of masks, environmental protection materials, clothing, battery diaphragm and other products.



WhatsApp
Scan the QR Code to start a WhatsApp chat with us.