The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
A estrutura de parafuso é adequada para
PE, PP, ABS, PET, PETG, PA, etc.
Aplicável aos seguintes modelos Máquina de moldagem por sopro de peças com formas especiais:
Encosto de cadeira, base, palete, depósito de água de automóvel, caixa de ferramentas, etc.
Ureia, máquina de empilhamento de produtos químicos
Máquina de soprar garrafas para lavagem química diária
Máquina de sopro para garrafas de alimentos e bebidas
Máquina de moldagem por sopro para autoestrada
Processo de instalação e precauções para o cilindro de parafuso da máquina de moldagem por sopro
Instalação do parafuso do tambor
Em primeiro lugar, antes da instalação, o parafuso sobresselente deve ser instalado previamente com o tambor. Para evitar que o parafuso deslize para o interior do tambor, não retire primeiro o fio condutor fixo. Por segurança, pode prender um pequeno pedaço de madeira no meio da porta de alimentação. Em seguida, içá-lo para a posição original do tambor, fixá-lo e ligar a cabeça de armazenamento e a secção de alimentação.
Após a instalação do barril, içar o redutor de volta para a estrutura da máquina de moldagem por sopro de plástico. Antes da instalação, adicione alguma massa lubrificante à manga de ligação do veio principal do redutor e à pega do parafuso para evitar ferrugem e facilitar a desmontagem da próxima vez. Esta peça requer uma ferramenta especial de remoção de parafusos para a instalação. A pega do parafuso da nossa empresa é feita com orifícios para parafusos de instalação. Ao instalar, inserir o parafuso no orifício interior do veio principal do redutor, aparafusar o parafuso no orifício do parafuso de instalação do parafuso e, em seguida, alinhar a posição da chaveta do redutor e do parafuso, instalar o parafuso através da porca e puxá-lo para dentro do redutor.
Após a conclusão do passo anterior, o próximo passo é ligar as várias partes. Primeiro, fixar os parafusos do equipamento da máquina de moldagem por sopro e do redutor, instalar e fixar os parafusos do redutor e da secção de alimentação, ligar o acoplamento e o motor de extrusão e instalar o aquecedor e a cablagem. Este passo deve garantir a correta instalação e ligação de cada peça.
O passo seguinte é a instalação do dispositivo de alimentação. Em primeiro lugar, verificar a ligação de cada cablagem, parafusos e equipamento da máquina de moldagem por sopro e, em seguida, aquecer a máquina para teste.
Ao verificar e reparar o motor de extrusão, a massa lubrificante do redutor pode ser mudada.
Precauções para a utilização do parafuso de barril
Cada plástico tem um intervalo ideal de temperatura de processamento de plastificação, e a temperatura de processamento do barril deve ser controlada para estar próxima deste intervalo de temperatura. O plástico granulado entra no tambor a partir da tremonha e chega primeiro à secção de alimentação. A fricção seca ocorrerá inevitavelmente na secção de alimentação. Quando estes plásticos não são suficientemente aquecidos e fundem de forma desigual, é fácil causar um maior desgaste na parede interna do cilindro e na superfície do parafuso. Da mesma forma, na secção de compressão e na secção de homogeneização, se o estado fundido do plástico for desordenado e irregular, também provocará um maior desgaste. É proibido rodar o parafuso quando a temperatura é seriamente insuficiente.
A velocidade deve ser corretamente ajustada. Porque alguns plásticos são adicionados com agentes de reforço, tais como fibra de vidro, minerais ou outros enchimentos. A fricção destas substâncias em materiais metálicos é frequentemente muito maior do que a dos plásticos fundidos. Ao extrudir estes plásticos, se for utilizada uma velocidade elevada, ao mesmo tempo que se aumenta a força de corte no plástico, o reforço também produzirá mais fibras rasgadas em conformidade. As fibras rasgadas contêm extremidades afiadas, o que aumenta consideravelmente a força de desgaste. Quando os minerais inorgânicos deslizam sobre a superfície do metal a alta velocidade, o seu efeito de raspagem também não é pequeno. Por isso, a velocidade não deve ser ajustada demasiado alta.
Remover os resíduos do plástico. De um modo geral, não existem detritos no plástico fresco adquirido na sua embalagem original, mas após o transporte, pesagem, secagem, mistura de cores e, especialmente, a adição de materiais reciclados, podem existir detritos misturados. Pequenas aparas de metal, grandes bobinas de aquecimento, porcas, clipes de papel, parafusos, etc., misturados no barril, os danos no parafuso são evidentes (claro, o barril também será danificado ao mesmo tempo), e até o parafuso fica preso. Sob forte binário, o parafuso parte-se e a parte superior da flange do tambor deforma-se, pelo que é necessária uma gestão e um controlo rigorosos da alimentação.
A humidade contida no plástico tem um certo efeito no desgaste da superfície do parafuso. Se o plástico estiver relativamente húmido, a humidade não é completamente removida antes da extrusão. Quando a humidade residual entra na secção de compressão do parafuso, forma "partículas de vapor" com alta temperatura e pressão que são previamente fundidas e misturadas no plástico fundido. À medida que o parafuso avança durante o processo de extrusão, desde a secção de homogeneização até à cabeça do parafuso, estas "partículas de vapor" são descomprimidas e expandidas durante o processo de extrusão, como partículas de impureza finas, que têm um efeito de fricção e destrutivo na superfície da parede, e também têm um grande impacto na qualidade do produto extrudido, e também ocorrerá uma alimentação instável.
FAQs
Que tipos de produtos podemos oferecer?
Categoria de produtos:
Cilindro de parafuso da extrusora de chapa
Barril de parafuso para extrusora de filme soprado
Barril de parafuso da extrusora de moldagem por sopro
Cilindro de parafuso da extrusora de granulação de reciclagem
Parafuso de extrusão de fios e cabos
Barril de parafuso para extrusora de fita de aço para plástico
Barril de parafuso da extrusora de trefilação
Barril do parafuso da extrusora revestido com película
Tubo de parafuso para extrusora de película fundida
Tambor do parafuso da extrusora de placas
Barril de parafuso de extrusão giratório
Tubo cónico de rosca dupla
Tambor de parafuso duplo paralelo
Cilindro de parafuso para máquina de moldagem por injeção
Tubo de parafuso para extrusoras de alimentos
Barril de parafuso para extrusoras químicas
Cilindro de parafuso não normalizado
Extrusora personalizada
Se alguns produtos de parafuso não tiverem uma lista, não hesite em contactar-nos por correio eletrónico e responderemos no prazo de 24 horas!
Através de que logística efectuamos os envios?
Podemos chegar rapidamente a qualquer país e região através de frete marítimo, frete aéreo, entrega expressa internacional e outros métodos de transporte. Temos estoque de parafusos e barris de tamanho padrão, e uma vez confirmado pelo cliente, eles podem ser entregues dentro de 5-7 dias.
Pode ser personalizado de acordo com os nossos requisitos?
Temos muitos engenheiros experientes que podem personalizar rapidamente vários tipos e tipos de barril de parafuso de acordo com os requisitos do cliente. Antes de produzir, o técnico irá verificar todos os detalhes com o vendedor de acordo com o pedido dos clientes. Durante a produção, cada passo será inspeccionado antes do processo seguinte. E cada vendedor seguirá algum tempo para se certificar de que 100% está correto e reduzir o erro de comunicação e trabalhar sem atrasos. Colocamos a qualidade a um nível elevado e o preço a um nível médio.
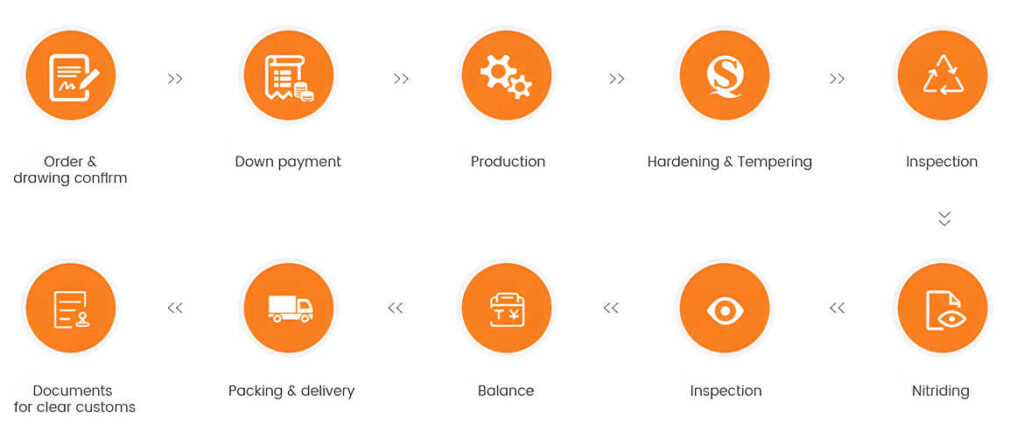
Qual é o nosso processo de encomenda?
Que serviços estão incluídos no serviço pós-venda?
A nossa equipa de vendas está familiarizada com os processos de produção e exportação e tem quase 10 anos de experiência de serviço ao cliente. Cada vendedor pode garantir que os requisitos do cliente e o nosso barril de parafuso são 100% precisos nos detalhes de produção. Resolveremos todos os problemas de carga até que o cliente esteja satisfeito.