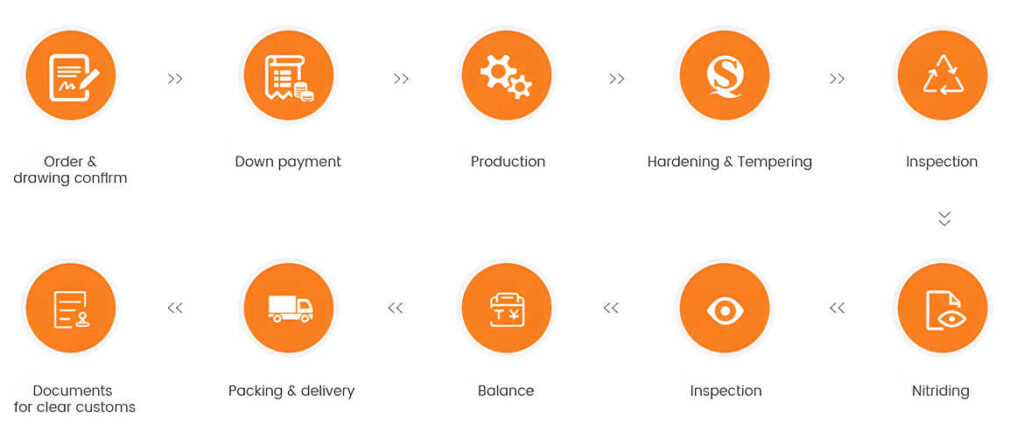
У нас есть много опытных инженеров, которые могут быстро настроить различные типы и виды винтового ствола в соответствии с требованиями заказчика. Перед производством, технические будет проверить каждую деталь с продавцом в соответствии с запросами клиентов. В процессе производства, каждый шаг будет проверен перед следующим процессом. И каждый продавец будет следовать некоторое время, чтобы убедиться, 100% правильно и уменьшить ошибки связи и работы без задержки. Мы ставим качество на высоком уровне и цена среднего уровня.