The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
Винтовая конструкция подходит для
PE, PP, ABS, PET, PETG, PA и т.д.
Применяется к следующим моделям Выдувная машина для выдува деталей специальной формы:
Спинка стула, основание, поддон, бак для воды, ящик для инструментов и т.д.
Карбамид, химическая машина с бочками для штабелирования
Ежедневная химическая стирка бутылки выдувная машина
Машина для выдувания бутылок для пищевых продуктов и напитков
Выдувная машина для дорожных сооружений
Процесс установки и меры предосторожности для шнекового барабана выдувной машины
Установка винта ствола
Во-первых, перед установкой необходимо заранее установить запасной винт в ствол. Чтобы винт не соскользнул внутрь ствола, не удаляйте сначала фиксированный провод. Для надежности можно зажать небольшой кусок дерева в середине загрузочного отверстия. Затем поднимите в исходное положение бочку, закрепите ее и соедините накопительную головку и подающую секцию.
После установки бочки поднимите редуктор обратно на раму машины для выдува пластмасс. Перед установкой добавьте немного смазки в соединительную втулку главного вала редуктора и рукоятку винта, чтобы предотвратить появление ржавчины и облегчить последующий демонтаж. Для установки этой детали требуется специальный инструмент для извлечения винтов. Винтовая рукоятка нашей компании имеет отверстия для установки винтов. При установке вставьте винт во внутреннее отверстие главного вала редуктора, вкрутите винт в отверстие для установочного винта, затем совместите положение шпоночного паза редуктора и винта, установите винт через гайку и затяните его в редуктор.
После того как предыдущий этап завершен, наступает черед соединения различных деталей. Сначала закрепите болты оборудования выдувной машины и редуктора, установите и закрепите болты редуктора и секции подачи, соедините муфту и двигатель экструзии, установите нагреватель и проводку. Этот шаг должен обеспечить правильную установку и подключение каждой детали.
Следующий шаг - установка подающего устройства. Сначала проверьте соединение каждой проводки, болтов и оборудования выдувной машины, а затем нагрейте машину для тестирования.
При проверке и ремонте экструзионного двигателя можно заменить смазку редуктора.
Меры предосторожности при использовании винта ствола
Каждый пластик имеет свой идеальный температурный диапазон переработки пластика, и температура переработки в бочке должна регулироваться таким образом, чтобы быть близкой к этому температурному диапазону. Гранулированный пластик поступает в бочку из бункера и сначала попадает в загрузочную секцию. В загрузочной секции неизбежно возникает сухое трение. Если эти пластики недостаточно нагреты и плавятся неравномерно, это легко приводит к повышенному износу внутренней стенки бочки и поверхности шнека. Аналогично, в секции сжатия и гомогенизации, если расплавленное состояние пластика неупорядоченное и неравномерное, это также приведет к повышенному износу. Запрещается вращать шнек, если температура сильно понижена.
Скорость должна быть правильно отрегулирована. Поскольку в некоторые пластмассы добавляют армирующие вещества, такие как стекловолокно, минералы или другие наполнители. Трение этих веществ о металлические материалы часто намного больше, чем трение расплавленного пластика. При экструзии таких пластмасс, если используется высокая скорость, при этом увеличивается усилие сдвига пластмассы, соответственно, в результате армирования образуется больше рваных волокон. Порванные волокна содержат острые концы, что значительно увеличивает силу износа. Когда неорганические минералы скользят по металлической поверхности на высокой скорости, их скребущий эффект также не мал. Поэтому скорость не должна быть слишком высокой.
Удалите мусор из пластика. Как правило, в свежем пластике, купленном в оригинальной упаковке, нет мусора, но после транспортировки, взвешивания, сушки, смешивания цветов и, особенно, добавления вторичного сырья, в него может попасть мусор. Мелкая металлическая стружка, большие нагревательные катушки, гайки, скрепки, болты и т.д., попавшие в ствол, повреждают винт (разумеется, одновременно повреждается и ствол), и даже винт заклинивает. При сильном крутящем моменте шнек ломается, а верхняя часть фланца бочки деформируется, поэтому требуется строгое управление и контроль подачи.
Влага, содержащаяся в пластике, оказывает определенное влияние на износ поверхности шнека. Если пластик относительно влажный, влага не полностью удаляется перед экструзией. Когда остаточная влага попадает в компрессионную часть шнека, она образует "частицы пара" с высокой температурой и давлением, которые предварительно расплавляются и смешиваются в расплавленном пластике. По мере продвижения шнека в процессе экструзии, от секции гомогенизации до головки шнека, эти "частицы пара" сжимаются и расширяются в процессе экструзии, как мелкие частицы примесей, которые оказывают фрикционное и разрушающее воздействие на поверхность стенок, а также оказывают большое влияние на качество экструдированного продукта, и также происходит нестабильная подача.
Вопросы и ответы
Какие виды продукции мы можем предложить?
Категория продукта:
Цилиндр шнека листового экструдера
Шнековый ствол экструдера для выдувной пленки
Шнековый ствол экструдера для выдувного формования
Шнековый цилиндр экструдера для грануляции вторсырья
Шнек для экструдера проводов и кабелей
Пластиковые стальные полосы экструдер винт баррель
Шнековый ствол экструдера для волочения проволоки
Шнек экструдера с пленочным покрытием
Шнековая труба экструдера литой пленки
Ствол шнека пластинчатого экструдера
Вращающийся ствол шнека экструдера
Коническая двухвинтовая труба
Параллельный двухшнековый ствол
Винтовой цилиндр машины литья под давлением
Винтовая труба пищевого экструдера
Шнековый ствол химического экструдера
Нестандартный винтовой цилиндр
Экструдер на заказ
Если некоторые винтовые продукты не имеют списка, пожалуйста, не стесняйтесь связаться с нами по электронной почте, и мы ответим в течение 24 часов!
Через какую логистику мы осуществляем доставку?
Мы можем быстро добраться до любой страны и региона с помощью морских и воздушных перевозок, международной экспресс-доставки и других способов транспортировки. У нас есть запасы винтов и бочек стандартных размеров, и после подтверждения заказчиком они могут быть доставлены в течение 5-7 дней.
Можно ли настроить его в соответствии с нашими требованиями?
У нас есть много опытных инженеров, которые могут быстро настроить различные типы и виды винтового ствола в соответствии с требованиями заказчика. Перед производством, технические будет проверить каждую деталь с продавцом в соответствии с запросами клиентов. В процессе производства, каждый шаг будет проверен перед следующим процессом. И каждый продавец будет следовать некоторое время, чтобы убедиться, 100% правильно и уменьшить ошибки связи и работы без задержки. Мы ставим качество на высоком уровне и цена среднего уровня.
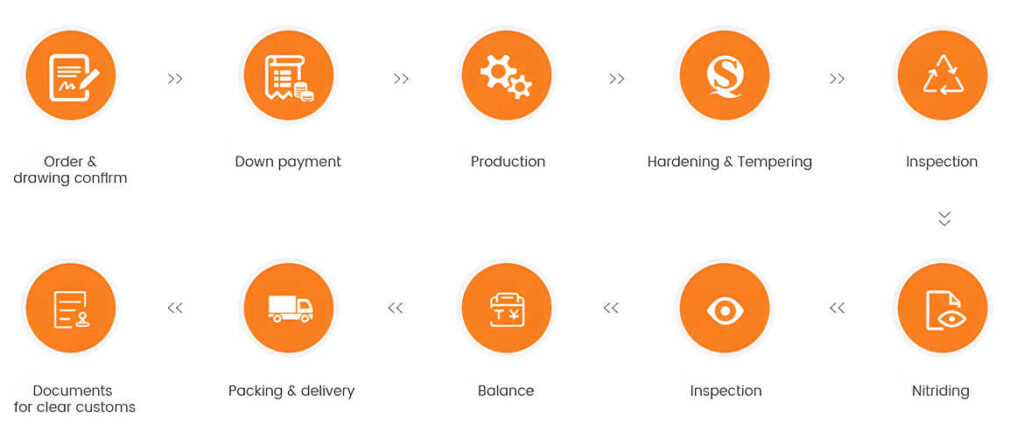
Каков порядок оформления заказа?
Какие услуги входят в послепродажное обслуживание?
Наша команда продавцов знакома с процессами производства и экспорта и имеет почти 10-летний опыт работы с клиентами. Каждый продавец может гарантировать, что требования клиента и наш винтовой ствол 100% точны в деталях производства. Мы будем решать любые вопросы с грузом, пока клиент не будет удовлетворен.