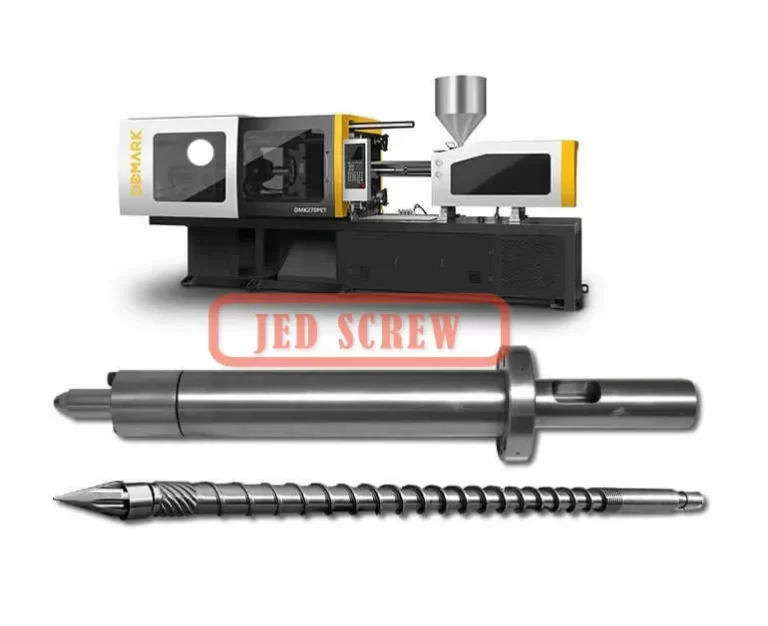
Enjeksiyon kalıplama makinesi çalışırken, enjeksiyon kalıplama makinesi parçaları bir motorlu aracın tekerlekleri gibidir. Çalıştırıldıkları sürece basınç, darbe, sürtünme ve ekstrüzyona maruz kalacaklardır. Aynı lastik için, düz bir yolda sürüş ve yetenekli bir sürücü genellikle lastiğin hizmet ömrünü uzatabilir. Ve çok sayıda kum ve çakıl içeren engebeli yollarda sürerken, sık sık acil frenleme eylemleriyle birleştiğinde, lastik yüzeyindeki desen hızla parlatılır ve hurdaya çıkarılır.Bu nedenle, enjeksiyon kalıplama makinesinin her zaman iyi durumda olmasını sağlamak için, kullanılan enjeksiyon kalıplama makinesinin performansını netleştirmek, kullanılan plastik malzemelerin performansını ve kalitesini anlamak ve enjeksiyon kalıplama makinesinin kullanım yönetimini güçlendirmek gerekir. arıza oranını azaltmak, bakım maliyetlerini azaltmak ve hizmet ömrünün amacını uzatmak.

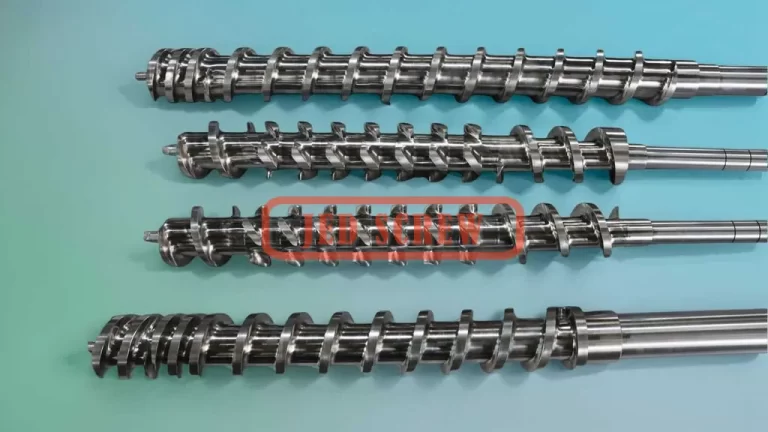
Bazı modifiye plastiklere mineraller, cam elyafı, metal tozu vb. eklenir. Bu malzemelerin varlığı, plastikleştirme ve enjeksiyon işlemi sırasında vidayı, kauçuk başlığı, kauçuk halkayı, kauçuk contayı ve eriyen tutkalı birikimli olarak etkileyecektir. kovan somunları ve vida Kovan düzgün mekanik aşınmaya uğrar. Nitrürlenmiş tabaka ve krom kaplamalı tabaka taşlanabilir. Aşınmadan sonra, vida ile eriyik kovanı arasındaki boşluk artar, bu da plastikleştirme etkisini azaltır, enjeksiyon sızıntısını artırır, enjeksiyon verimliliğini azaltır ve işleme doğruluğunu azaltır. aşınmayı en aza indirmek ve plastikleştirilmiş bileşenlerin hizmet ömrünü uzatmak için işleme sırasında sıcaklık uygun şekilde artırılmalı ve vida hızı düşürülmelidir. Krom kaplama kullanımı veya bimetalik çözeltilerin kullanımı aşınmayı daha etkili bir şekilde önleyebilir Ayarlayıcılar alışkanlıkla düşük sıcaklıkta çalışmayı ve alışkanlıkla yüksek hızlı ve yüksek basınçlı çalışmayı ayarlar, bu da plastikleştirilmiş bileşenlerin performansını kademeli olarak bozar. Örneğin, PC ve PA plastikleri işlenirken, sıcaklık gereksinimleri karşılamadığında, plastiğin viskozitesi çok yüksektir. Sol eylemi şu anda zorlanırsa, sol basıncı ve sol torku artırılmalıdır, böylece vidanın stres yorgunluğu artar. Aynı zamanda, plastik eriyiğin viskozitesi şu anda çok yüksek olduğundan, enjeksiyon işlemi için enjeksiyon basıncı ve enjeksiyon hızı artırılmalıdır, bu da kauçuk başlığın, kauçuk halkanın ve kauçuk contanın etkisini ve yükünü artırır ve aşınmasını ve stres kırılmasını hızlandırır.
Sol silindire giren metal kirliliklerin çoğu kırılmış malzeme ile birlikte getirilir. Bu nedenle, kırıcının bıçağının kırılması sık sık kontrol edilmeli ve aşındığı tespit edilirse bıçak derhal değiştirilmelidir. diğer yandan, boşaltma hunisindeki mıknatısları sık sık kontrol edin ve temizleyin. Mıknatısın etrafına adsorbe edilen metal hurdalar doygun hale geldiğinde, dış katmandaki demir hurdalar için adsorpsiyon kuvveti zayıflayacaktır. Çekilse bile, sürekli akan plastik tarafından kolayca yıkanacak ve birlikte sol silindirine girecektir, bu husus da çok önemlidir. Sol kovanının montajı yeterince sıkı değilse, sol veya tutkal enjekte edildiğinde vida sol kovanına temas edecek ve vidanın veya sol kovanının aşınmasına neden olacaktır. Bu nedenle, ekipmanın teknik durumu düzenli olarak kontrol edilmeli ve süreçteki parçaların anormal fenomenine dikkat edilmelidir.