The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
Vida yapısı aşağıdakiler için uygundur
PE, PP, ABS, PET, PETG, PA, vb.
Aşağıdaki modellere uygulanabilir Özel şekilli parçalar şişirme makinesi:
Sandalye arkalığı, taban, palet, araba su deposu, alet kutusu vb.
Üre, kimyasal istifleme varil makinesi
Günlük kimyasal yıkama şişesi üfleme makinesi
Yiyecek ve içecek şişesi üfleme makinesi
Otoyol tesisi şişirme makinesi
Şişirme makinesi vida kovanı için montaj işlemi ve önlemler
Namlu vidasının montajı
İlk olarak, kurulumdan önce, yedek vida önceden namlu ile birlikte takılmalıdır. Vidanın namlu içinde kaymasını önlemek için, önce sabit kurşun teli çıkarmayın. Güvenlik için, besleme portunun ortasına küçük bir tahta parçası sıkıştırabilirsiniz. Daha sonra namlunun orijinal konumuna kaldırın, sabitleyin ve depolama kafası ile besleme bölümünü bağlayın.
Namlu takıldıktan sonra, redüktörü plastik şişirme makinesinin çerçevesine geri kaldırın. Montajdan önce, paslanmayı önlemek ve bir dahaki sefere sökmeyi kolaylaştırmak için redüktör ana mili bağlantı manşonuna ve vida koluna biraz gres ekleyin. Bu parça, montaj için özel bir vida sökme aleti gerektirir. Firmamızın vida kolu montaj vida delikleri ile yapılmıştır. Takarken, vidayı redüktör ana milinin iç deliğine yerleştirin, vidayı vida montaj vidası deliğine vidalayın ve ardından redüktörün ve vidanın kama yuvası konumunu hizalayın ve vidayı somunun içinden takın ve redüktöre çekin.
Önceki adım tamamlandıktan sonra, bir sonraki adım çeşitli parçaları bağlamaktır. İlk olarak, şişirme makinesi ekipmanının ve redüktörün cıvatalarını sabitleyin, redüktörün ve besleme bölümünün cıvatalarını takın ve sabitleyin, kaplini ve ekstrüzyon motorunu bağlayın ve ısıtıcıyı ve kabloları takın. Bu adım, her parçanın doğru kurulumunu ve bağlantısını sağlamalıdır.
Bir sonraki adım besleme cihazını kurmaktır. İlk olarak, her bir kablolama, cıvata ve şişirme makinesi ekipmanının bağlantısını kontrol edin ve ardından test için makineyi ısıtın.
Ekstrüzyon motorunu kontrol ederken ve onarırken, redüktörün gresi değiştirilebilir.
Namlu vidası kullanımı için önlemler
Her plastiğin ideal bir plastikleştirme işleme sıcaklık aralığı vardır ve varil işleme sıcaklığı bu sıcaklık aralığına yakın olacak şekilde kontrol edilmelidir. Granül plastik hazneden varile girer ve ilk olarak besleme bölümüne ulaşır. Besleme bölümünde kaçınılmaz olarak kuru sürtünme meydana gelecektir. Bu plastikler yeterince ısıtılmadığında ve düzensiz eridiğinde, kovanın iç duvarında ve vidanın yüzeyinde aşınmanın artmasına neden olmak kolaydır. Benzer şekilde, sıkıştırma bölümünde ve homojenizasyon bölümünde, plastiğin erimiş hali düzensiz ve dengesiz ise, bu da aşınmanın artmasına neden olacaktır. Sıcaklık ciddi şekilde yetersiz olduğunda vidayı döndürmek yasaktır.
Hız uygun şekilde ayarlanmalıdır. Çünkü bazı plastiklere cam elyafı, mineraller veya diğer dolgu maddeleri gibi takviye maddeleri eklenir. Bu maddelerin metal malzemeler üzerindeki sürtünmesi genellikle erimiş plastiklerinkinden çok daha fazladır. Bu plastikler ekstrüde edilirken, yüksek bir hız kullanılırsa, plastik üzerindeki kesme kuvveti artarken, takviye de buna bağlı olarak daha fazla yırtık lif üretecektir. Yırtılan lifler, aşınma kuvvetini büyük ölçüde artıran keskin uçlar içerir. İnorganik mineraller metal yüzey üzerinde yüksek hızda kaydığında, kazıma etkileri de az değildir. Bu nedenle hız çok yüksek ayarlanmamalıdır.
Plastikteki kalıntıları temizleyin. Genel olarak, orijinal ambalajında satın alınan taze plastikte döküntü yoktur, ancak nakliye, tartma, kurutma, renk karıştırma ve özellikle geri dönüştürülmüş malzemeler eklendikten sonra, döküntü karışmış olabilir. Küçük metal talaşlar, büyük ısıtma bobinleri, somunlar, ataçlar, cıvatalar vb. namluya karışır, vidanın hasar görmesi açıktır (tabii ki namlu da aynı anda hasar görecektir) ve hatta vida sıkışır. Güçlü tork altında vida kırılır ve namlu flanşının üst kısmı deforme olur, bu nedenle beslemenin sıkı bir şekilde yönetilmesi ve izlenmesi gerekir.
Plastikte bulunan nemin vida yüzeyinin aşınması üzerinde belirli bir etkisi vardır. Plastik nispeten nemli ise, nem ekstrüzyondan önce tamamen giderilmez. Kalan nem vidanın sıkıştırma bölümüne girdiğinde, daha önce eritilmiş ve erimiş plastik içinde karıştırılmış olan yüksek sıcaklık ve basınçta "buhar partikülleri" oluşturur. Vida, ekstrüzyon işlemi sırasında homojenizasyon bölümünden vida başına doğru ilerledikçe, bu "buhar partikülleri", duvar yüzeyinde sürtünme ve yıkıcı bir etkiye sahip olan ve ayrıca ekstrüde ürünün kalitesi üzerinde büyük bir etkiye sahip olan ince kirlilik partikülleri gibi ekstrüzyon işlemi sırasında sıkıştırılır ve genişletilir ve dengesiz besleme de meydana gelir.
SSS
Ne tür ürünler sunabiliriz?
Ürün Kategorisi:
Sac ekstrüder vida silindiri
Şişirme film ekstrüder vida kovanı
Şişirme ekstrüder vida kovanı
Geri dönüşüm granülasyon ekstrüder vidalı silindir
Tel ve kablo ekstrüder vidası
Plastik çelik şerit ekstrüder vida kovanı
Tel çekme ekstrüder vida kovanı
Film kaplı ekstrüder vida kovanı
Dökme film ekstrüder vida borusu
Plaka ekstrüder vida kovanı
Dönen ekstrüder vida kovanı
Konik çift vidalı tüp
Paralel çift vidalı namlu
Enjeksiyon kalıplama makinesi vidalı silindiri
Gıda ekstrüder vida borusu
Kimyasal ekstrüder vida kovanı
Standart olmayan vidalı silindir
Özelleştirilmiş ekstrüder
Bazı vidalı ürünlerin listesi yoksa, lütfen bizimle e-posta yoluyla iletişime geçmekten çekinmeyin; 24 saat içinde cevap vereceğiz!
Hangi lojistik ile gönderim yapıyoruz?
Deniz taşımacılığı, hava taşımacılığı, uluslararası ekspres teslimat ve diğer nakliye yöntemleriyle herhangi bir ülkeye ve bölgeye hızlı bir şekilde ulaşabiliriz. Standart ölçülerde vida ve varil stoklarımız mevcut olup, müşteri tarafından onaylandıktan sonra 5-7 gün içerisinde teslim edilebilmektedir.
Gereksinimlerimize göre özelleştirilebilir mi?
Müşteri ihtiyaçlarına göre çeşitli tip ve tipte vidalı namluları hızlı bir şekilde özelleştirebilen birçok deneyimli mühendisimiz var. Üretimden önce, teknik, müşterilerin isteğine göre satıcı ile her ayrıntıyı kontrol edecektir. Üretim sırasında, bir sonraki işlemden önce her adım denetlenecektir. Ve her satıcı, 100%'nin doğru olduğundan emin olmak ve iletişim hatasını azaltmak ve gecikmeden çalışmak için bir süre takip edecektir. Kaliteyi yüksek bir seviyeye koyduk ve fiyat orta seviyede.
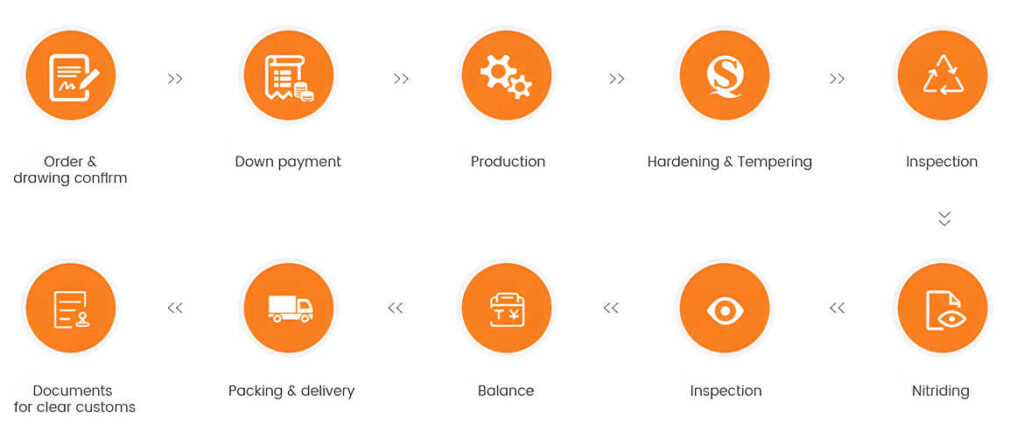
Sipariş sürecimiz nedir?
Satış sonrası hizmete hangi hizmetler dahildir?
Satış ekibimiz üretim ve ihracat süreçlerine aşinadır ve yaklaşık 10 yıllık müşteri hizmetleri deneyimine sahiptir. Her satış elemanı, müşterinin gereksinimlerinin ve vidalı varilimizin üretim detaylarında 100% doğru olmasını sağlayabilir. Müşteri memnun olana kadar herhangi bir kargo sorununu çözeceğiz.