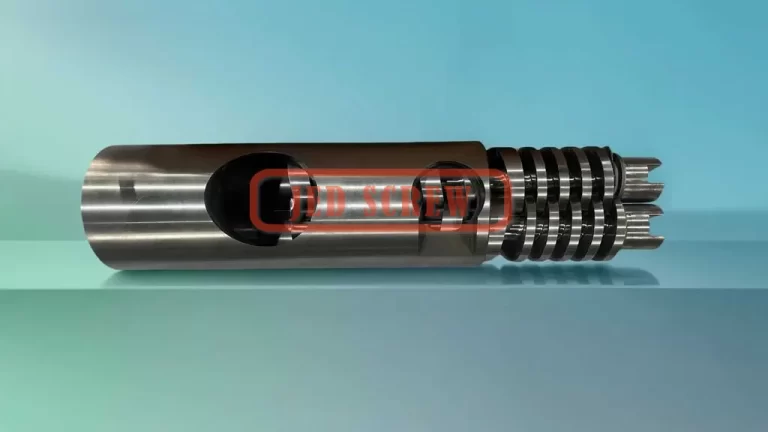
Ba mảnh nhỏ của đầu vít đóng vai trò bịt kín, trộn, hóa dẻo và các chức năng khác trong toàn bộ cụm vít. Đây là một bộ phận tương đối quan trọng. Các vấn đề về chất lượng của nhiều sản phẩm nhựa có liên quan chặt chẽ đến ba mảnh nhỏ của đầu vít. Thường có rất nhiều ba mảnh nhỏ không được xử lý các chi tiết nhỏ đã làm tăng đáng kể tỷ lệ phế liệu của các sản phẩm nhựa, thậm chí buộc phải ngừng hoạt động để bảo trì. 1. Bề mặt tổng thể của ba mảnh nhỏ của đầu vít phải nhẵn. Ngoại trừ bộ phận lắp ráp, bất kỳ vị trí nào có thể nhìn thấy từ phía trước đều không được có góc nhọn vuông và chuyển tiếp trơn tru. Kích thước của R nhẵn tùy thuộc vào tình huống, vì các góc chết góc nhọn vuông dễ bị nứt, chưa kể đến việc dễ tích tụ vật liệu, khiến dòng chảy của nguyên liệu thô không trơn tru. Thùng vít của máy đùn dễ bị đốm đen và ố vàng trong thời gian dài. Hãy nhớ rằng ba mảnh nhỏ dễ bị ố vàng nhất. Nhiều hiện tượng ố vàng của PC, PMMA và các loại vật liệu khác là do ba mảnh nhỏ này bắt đầu chuyển sang màu vàng.

Thiết kế hai mặt đầu của vòng cao su cũng đặc biệt quan trọng. Hiện nay, nhiều nhà sản xuất máy ép phun thiết kế bề mặt tiếp xúc của vòng cao su và meson phẳng, không có độ dốc. Điều này có hai nhược điểm. Thứ nhất, tiếp xúc mặt phẳng không có tiếp xúc bề mặt nghiêng. Bề mặt lớn nên tuổi thọ ngắn hơn nhiều so với tiếp xúc bề mặt nghiêng. Thứ hai, điểm tiếp xúc của meson không có bề mặt nghiêng và đầu vít trở thành góc chết, nguyên liệu thô lưu lại lâu ngày sẽ xuất hiện các đốm đen và ố vàng. Độ dốc này là độ nghiêng tối đa 30 độ là tốt nhất, 15 độ là không đủ lớn, dễ tích tụ vật liệu, còn bề mặt tiếp xúc 45 độ là lớn, không dễ tích tụ vật liệu nhưng dễ tràn vòng cao su khi bắn keo. 3. Khe hở chuyển động trái và phải của vòng cao su phải vừa phải, tùy thuộc vào nguyên liệu thô được sản xuất. Khe hở chuyển động lớn hay nhỏ. Nhiều máy lớn sản xuất các sản phẩm có thành mỏng. Tiêu điểm phun không ổn định vì khe hở chuyển động trái phải của vòng cao su quá lớn. Ngoài ra còn có nhiều nguyên liệu PMMA và PC có tiếng kêu lạch cạch trong quá trình sản xuất do khe hở giữa chuyển động trái phải của vòng cao su quá nhỏ, dẫn đến việc xả không trơn tru.4. Bề mặt của phần ren của đầu vít không cần cứng như các bộ phận khác. Độ cứng quá cao sẽ dễ khiến ren nhảy ra và độ bền của ren sẽ giảm. Nên bảo vệ bằng nitơ chặn trước khi xử lý nhiệt. Hoặc ren nên được xử lý sau khi thấm nitơ. Sự co lại của phần ren Rãnh tốt nhất là hình chữ R của một cung tròn, thay vì cắt trực tiếp bằng dụng cụ tiện góc vuông. Theo cách đó, ứng suất sẽ tốt hơn và nhiều vết nứt đầu vít nằm ở bộ phận này.