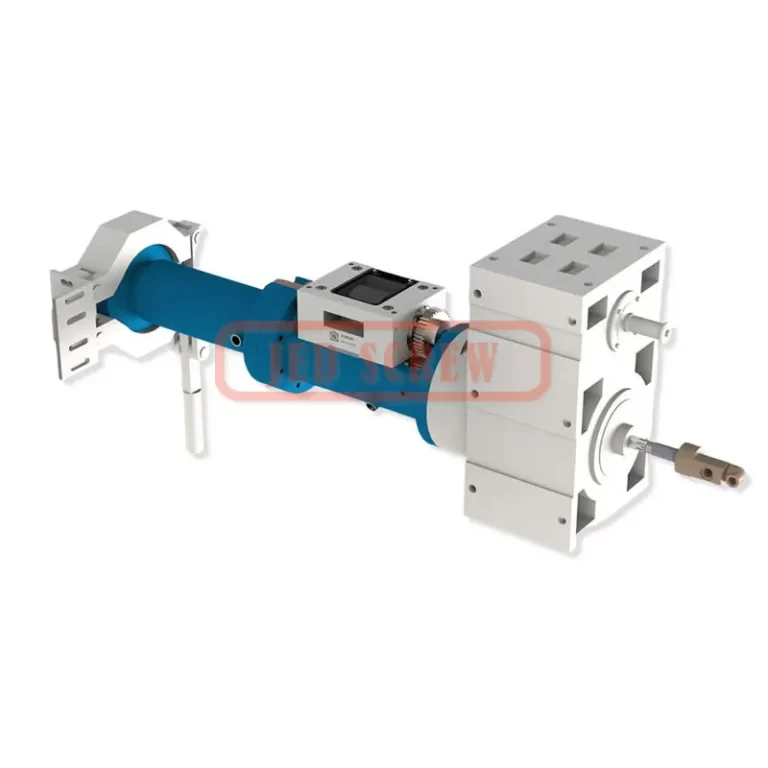
The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
Cấu trúc vít phù hợp cho
PE, PP, ABS, PET, PETG, PA, v.v.
Áp dụng cho các mẫu máy thổi khuôn chi tiết hình dạng đặc biệt sau:
Lưng ghế, chân ghế, pallet, bình nước ô tô, hộp đựng dụng cụ, v.v.
Máy xếp thùng urê, hóa chất
Máy thổi chai rửa hóa chất hàng ngày
Máy thổi chai thực phẩm và đồ uống
Máy thổi khuôn cho cơ sở đường cao tốc
Quy trình lắp đặt và các biện pháp phòng ngừa cho thùng trục vít máy thổi khuôn
Lắp đặt vít thùng
Trước khi lắp đặt, cần lắp vít dự phòng vào nòng súng trước. Để tránh vít trượt vào nòng súng, không tháo dây dẫn cố định trước. Để đảm bảo an toàn, có thể kẹp một miếng gỗ nhỏ vào giữa cổng cấp liệu. Sau đó, nâng nó lên vị trí ban đầu của nòng súng, cố định lại và kết nối đầu lưu trữ với bộ phận cấp liệu.
Sau khi lắp thùng, hãy nâng bộ giảm tốc trở lại khung máy thổi nhựa. Trước khi lắp đặt, hãy tra một ít mỡ vào ống nối trục chính bộ giảm tốc và tay cầm vít để chống gỉ sét và giúp tháo lắp dễ dàng hơn vào lần sau. Bộ phận này cần có dụng cụ tháo vít chuyên dụng để lắp đặt. Tay cầm vít của công ty chúng tôi được thiết kế với các lỗ vít lắp đặt. Khi lắp đặt, hãy lắp vít vào lỗ bên trong của trục chính bộ giảm tốc, vặn vít vào lỗ vít lắp đặt vít, sau đó căn chỉnh vị trí rãnh then của bộ giảm tốc và vít, sau đó lắp vít qua đai ốc và kéo vào bộ giảm tốc.
Sau khi hoàn thành bước trước, bước tiếp theo là kết nối các bộ phận. Đầu tiên, cố định bu lông của thiết bị máy thổi khuôn và bộ giảm tốc, lắp đặt và cố định bu lông của bộ giảm tốc và bộ phận cấp liệu, kết nối khớp nối và động cơ đùn, lắp đặt bộ gia nhiệt và hệ thống dây điện. Bước này phải đảm bảo lắp đặt và kết nối chính xác từng bộ phận.
Bước tiếp theo là lắp đặt thiết bị cấp liệu. Trước tiên, kiểm tra kết nối của từng dây điện, bu lông và thiết bị máy thổi khuôn, sau đó làm nóng máy để thử nghiệm.
Khi kiểm tra và sửa chữa động cơ đùn, có thể thay mỡ của bộ giảm tốc.
Những lưu ý khi sử dụng vít thùng
Mỗi loại nhựa đều có một phạm vi nhiệt độ xử lý hóa dẻo lý tưởng, và nhiệt độ xử lý thùng nên được kiểm soát sao cho gần với phạm vi nhiệt độ này. Nhựa hạt đi vào thùng từ phễu và trước tiên đến bộ phận nạp liệu. Ma sát khô chắc chắn sẽ xảy ra trong bộ phận nạp liệu. Khi những loại nhựa này không được gia nhiệt đủ và nóng chảy không đều, dễ gây ra sự mài mòn gia tăng ở thành trong của thùng và bề mặt trục vít. Tương tự, trong bộ phận nén và bộ phận đồng nhất, nếu trạng thái nóng chảy của nhựa không đồng đều và không đồng đều, nó cũng sẽ gây ra sự mài mòn gia tăng. Nghiêm cấm xoay trục vít khi nhiệt độ không đủ nghiêm trọng.
Tốc độ nên được điều chỉnh hợp lý. Bởi vì một số loại nhựa được bổ sung chất gia cường, chẳng hạn như sợi thủy tinh, khoáng chất hoặc các chất độn khác. Ma sát của các chất này lên vật liệu kim loại thường lớn hơn nhiều so với nhựa nóng chảy. Khi đùn các loại nhựa này, nếu sử dụng tốc độ cao, đồng thời lực cắt lên nhựa cũng tăng lên, phần gia cường cũng sẽ tạo ra nhiều sợi bị rách hơn. Các sợi bị rách có đầu sắc nhọn, làm tăng đáng kể lực mài mòn. Khi các khoáng chất vô cơ trượt trên bề mặt kim loại ở tốc độ cao, tác dụng cạo của chúng cũng không nhỏ. Do đó, không nên điều chỉnh tốc độ quá cao.
Loại bỏ mảnh vụn khỏi nhựa. Nhìn chung, nhựa mới mua còn nguyên bao bì gốc không có mảnh vụn, nhưng sau khi vận chuyển, cân, sấy khô, pha màu, và đặc biệt là khi thêm vật liệu tái chế, có thể có mảnh vụn lẫn vào. Các mảnh kim loại nhỏ, cuộn dây nhiệt lớn, đai ốc, kẹp giấy, bu lông, v.v. lẫn vào nòng súng, gây hư hỏng cho vít là điều hiển nhiên (tất nhiên, nòng súng cũng sẽ bị hư hỏng cùng lúc), thậm chí cả vít cũng bị kẹt. Dưới lực mô-men xoắn mạnh, vít có thể bị gãy và mặt bích nòng súng bị biến dạng, vì vậy cần quản lý và theo dõi chặt chẽ quá trình nạp liệu.
Độ ẩm chứa trong nhựa có ảnh hưởng nhất định đến độ mài mòn của bề mặt trục vít. Nếu nhựa tương đối ẩm, độ ẩm không được loại bỏ hoàn toàn trước khi đùn. Khi độ ẩm còn lại đi vào bộ phận nén của trục vít, nó tạo thành các "hạt hơi" ở nhiệt độ và áp suất cao, được làm nóng chảy và trộn lẫn với nhựa nóng chảy trước đó. Trong quá trình đùn, khi trục vít di chuyển từ bộ phận đồng nhất đến đầu trục vít, các "hạt hơi" này bị giải nén và giãn nở trong quá trình đùn, giống như các hạt tạp chất mịn, có tác dụng ma sát và phá hủy bề mặt thành, đồng thời cũng ảnh hưởng lớn đến chất lượng sản phẩm đùn, và cũng sẽ xảy ra hiện tượng cấp liệu không ổn định.
Câu hỏi thường gặp
Chúng tôi có thể cung cấp những loại sản phẩm nào?
Danh mục sản phẩm:
Trục vít máy đùn tấm
Máy đùn màng thổi trục vít thùng
Máy đùn thổi khuôn trục vít thùng
Máy đùn hạt tái chế trục vít xi lanh
Vít đùn dây và cáp
Máy đùn dải thép nhựa trục vít thùng
Máy đùn kéo dây trục vít thùng
Trục vít đùn phủ màng
Ống trục vít đùn màng đúc
Máy đùn tấm trục vít thùng
Trục vít đùn quay
Ống trục vít đôi hình nón
Nòng súng trục vít đôi song song
Máy ép phun trục vít xi lanh
Ống trục vít đùn thực phẩm
Máy đùn hóa chất trục vít thùng
Xi lanh vít không chuẩn
Máy đùn tùy chỉnh
Nếu một số sản phẩm ốc vít không có danh sách, vui lòng liên hệ với chúng tôi qua email và chúng tôi sẽ trả lời trong vòng 24 giờ!
Chúng tôi vận chuyển bằng dịch vụ hậu cần nào?
Chúng tôi có thể nhanh chóng đến bất kỳ quốc gia và khu vực nào thông qua vận tải đường biển, vận tải hàng không, chuyển phát nhanh quốc tế và các phương thức vận chuyển khác. Chúng tôi có sẵn các loại ốc vít và thùng có kích thước tiêu chuẩn, và sau khi được khách hàng xác nhận, chúng có thể được giao trong vòng 5-7 ngày.
Có thể tùy chỉnh theo yêu cầu của chúng tôi không?
Chúng tôi có nhiều kỹ sư giàu kinh nghiệm có thể nhanh chóng tùy chỉnh nhiều loại và kiểu thùng vít theo yêu cầu của khách hàng. Trước khi sản xuất, bộ phận kỹ thuật sẽ kiểm tra mọi chi tiết với nhân viên bán hàng theo yêu cầu của khách hàng. Trong quá trình sản xuất, mọi bước sẽ được kiểm tra trước khi thực hiện quy trình tiếp theo. Và mỗi nhân viên bán hàng sẽ theo dõi một thời gian để đảm bảo 100% chính xác và giảm lỗi giao tiếp và làm việc không chậm trễ. Chúng tôi đặt chất lượng ở mức cao và giá cả ở mức trung bình.
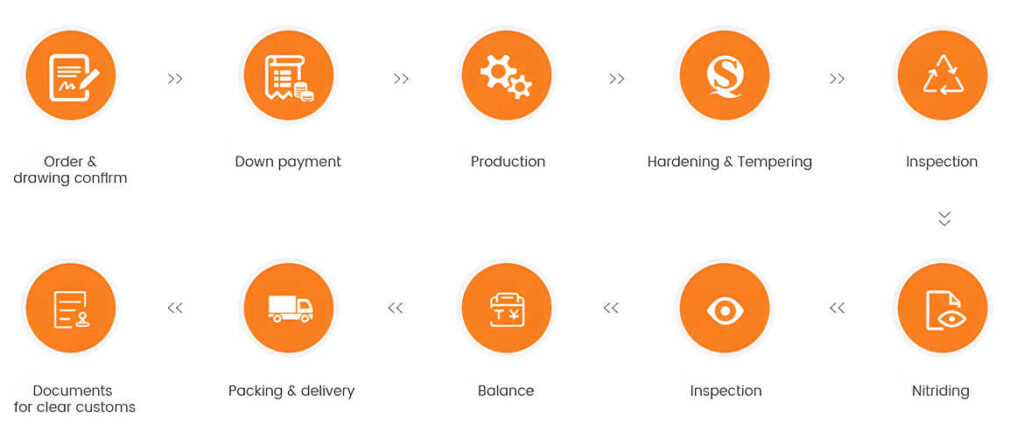
Quy trình đặt hàng của chúng tôi như thế nào?
Dịch vụ sau bán hàng bao gồm những dịch vụ nào?
Đội ngũ bán hàng của chúng tôi rất quen thuộc với các quy trình sản xuất và xuất khẩu và có gần 10 năm kinh nghiệm trong dịch vụ khách hàng. Mỗi nhân viên bán hàng đều có thể đảm bảo rằng các yêu cầu của khách hàng và thùng vít của chúng tôi chính xác 100% trong các chi tiết sản xuất. Chúng tôi sẽ giải quyết mọi vấn đề về hàng hóa cho đến khi khách hàng hài lòng.