The screw design of a PET/PP strapping production line directly impacts the plasticizing effect and product quality. Key features and technical points are outlined below:
1.Screw Parameters and Structural Design
For PET raw materials, a screw design with an adjustable aspect ratio and structure is used to accommodate the processing requirements of different raw materials (such as waste PET bottle flakes), ensuring uniform plasticizing and low energy consumption. A vented screw can also be used.
For PP raw materials, the screw can be designed as a BM type with a barrier structure, depending on the raw material, ensuring uniform plasticizing and low energy consumption. A vented screw can also be used.
Some equipment addresses insufficient plasticizing by optimizing the screw combination, such as adjusting temperature or speed to increase barrel fill and stabilize die pressure.
JED has extensive experience in screw and barrel production for strapping (plastic-steel strapping) and has received praise from numerous domestic and international customers.
2.Stretching System Integration
Some production lines incorporate PET/PP film stretching concepts into the screw rear section design, combining infrared heating and stretching rollers to achieve more uniform stretching and enhance strapping toughness.
3. Common Problems and Solutions
Feeding Blockage: This may be caused by raw material agglomeration or excessive lubricant. Check the feeding system and adjust the formulation.
Poor Plasticization: This can be corrected by increasing the temperature, replacing the die, or optimizing the screw assembly.
4.Intelligent Control
The advanced production line is equipped with a PLC intelligent control system that monitors melt temperature, pressure, and other parameters in real time to ensure stable screw operation.
FAQs
What types of products can we offer?
Product Category:
Sheet extruder screw cylinder
Blow film extruder screw barrel
Blow molding extruder screw barrel
Recycling granulation extruder screw cylinder
Wire and cable extruder screw
Plastic steel strip extruder screw barrel
Wire drawing extruder screw barrel
Film coated extruder screw barrel
Cast film extruder screw tube
Plate extruder screw barrel
Spinning extruder screw barrel
Conical twin-screw tube
Parallel twin-screw barrel
Injection molding machine screw cylinder
Food extruder screw tube
Chemical extruder screw barrel
Non standard screw cylinder
Customized extruder
If some screw products do not have a list, please feel free to contact us by email and we will reply within 24 hours!
What logistics do we ship through?
We can quickly reach any country and region through sea freight, air freight, international express delivery, and other transportation methods. We have stock of standard sized screws and barrels, and once confirmed by the customer, they can be delivered within 5-7 days.
Can it be customized as per our requirements?
We have many experienced engineers who can quickly customize various types and types of screw barrel according to customer requirements. Before produce, technical will check every detail with salesman according with clients’ request. Under produce, every step will be inspected before next process. And every salesman will follow some time to make sure 100% correct and reduce communication error and work undelay. We put quality at a high level and the price is middle level.
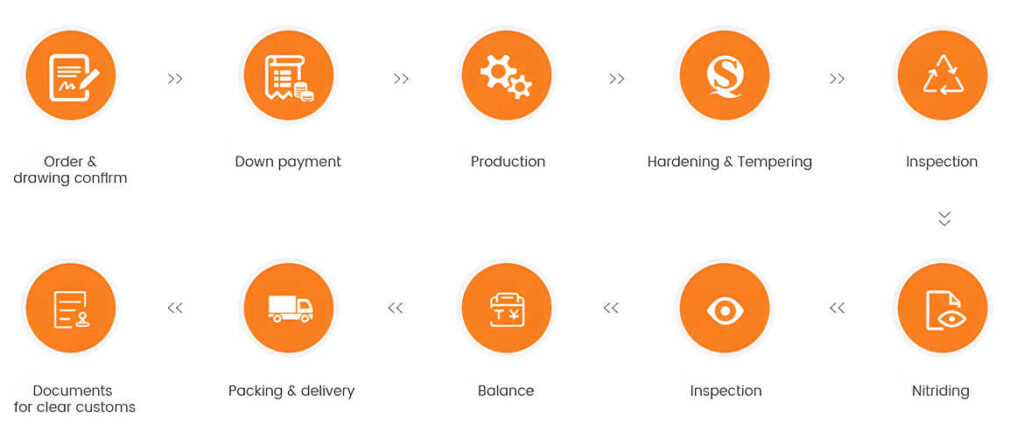
What is our ordering process?
What services are included in the after-sales service?
Our sales team is familiar with the production and export processes and has nearly 10 years of customer service experience. Every salesperson can ensure that the customer’s requirements and our screw barrel are 100% accurate in production details. We will solve any cargo issues until the customer is satisfied.