The blow molding screw is a core component of plastic blow molding equipment, primarily used for plasticizing, melting, and conveying plastic raw materials. The following is comprehensive information about blow molding screws:
I. Main Types and Features
Conventional Screws These are structurally divided into a feeding section, a gradient section, and a metering section, but they consume a lot of energy and are gradually being replaced by newer screws.
Separable Screws Replacing the gradient section with a separate section and featuring a dual-thread design for primary and secondary threads provides improved melt stability.
Barrier Screws Adding a barrier section enhances shearing and improves mixing capacity.
New Screws CTM Screws: Improve mixing efficiency through a spherical hole structure.
Split-Flow Screws: Adding pins or splitter blocks improves mixing.
The screw structure is suitable for
PE, PP, ABS, PET, PETG, PA, etc.
Applicable to the following models Special-shaped parts blow molding machine:
Chair back, base, pallet, car water tank, tool box, etc.
Urea, chemical stacking barrel machine
Daily chemical washing bottle blowing machine
Food and beverage bottle blowing machine
Highway facility blow molding machine
Installation process and precautions for blow molding machine screw barrel
Installation of barrel screw
First, before installation, the spare screw should be installed with the barrel in advance. In order to prevent the screw from sliding inside the barrel, do not remove the fixed lead wire first. For safety, you can clamp a small piece of wood in the middle of the feed port. Then hoist it to the original position of the barrel, fix it, and connect the storage head and the feed section.
After the barrel is installed, hoist the reducer back to the frame of the plastic blow molding machine. Before installation, add some grease to the reducer main shaft connecting sleeve and the screw handle to prevent rust and make it easier to disassemble next time. This part requires a special screw removal tool for installation. The screw handle of our company is made with installation screw holes. When installing, insert the screw into the inner hole of the reducer main shaft, screw the screw into the screw installation screw hole, and then align the keyway position of the reducer and the screw, and install the screw through the nut and pull it into the reducer.
After the previous step is completed, the next step is to connect the various parts. First, fix the bolts of the blow molding machine equipment and the reducer, install and fix the bolts of the reducer and the feeding section, connect the coupling and the extrusion motor, and install the heater and wiring. This step must ensure the correct installation and connection of each part.
The next step is to install the feeding device. First, check the connection of each wiring, bolts and blow molding machine equipment, and then heat the machine for testing.
When checking and repairing the extrusion motor, the grease of the reducer can be changed.
Precautions for the use of barrel screw
Each plastic has an ideal plasticizing processing temperature range, and the barrel processing temperature should be controlled to be close to this temperature range. Granular plastic enters the barrel from the hopper and first reaches the feeding section. Dry friction will inevitably occur in the feeding section. When these plastics are not heated enough and melt unevenly, it is easy to cause increased wear on the inner wall of the barrel and the surface of the screw. Similarly, in the compression section and homogenization section, if the molten state of the plastic is disordered and uneven, it will also cause increased wear. It is forbidden to rotate the screw when the temperature is seriously insufficient.
The speed should be properly adjusted. Because some plastics are added with reinforcing agents, such as glass fiber, minerals or other fillers. The friction of these substances on metal materials is often much greater than that of molten plastics. When extruding these plastics, if a high speed is used, while increasing the shear force on the plastic, the reinforcement will also produce more torn fibers accordingly. The torn fibers contain sharp ends, which greatly increases the wear force. When inorganic minerals slide on the metal surface at high speed, their scraping effect is also not small. Therefore, the speed should not be adjusted too high.
Remove debris from the plastic. Generally speaking, there is no debris in the fresh plastic purchased in its original packaging, but after transportation, weighing, drying, color mixing, and especially adding recycled materials, there may be debris mixed in. Small metal chips, large heating coils, nuts, paper clips, bolts, etc., mixed into the barrel, the damage to the screw is self-evident (of course, the barrel will also be damaged at the same time), and even the screw is stuck. Under strong torque, the screw breaks and the barrel flange top is deformed, so strict management and monitoring of feeding is required.
The moisture contained in the plastic has a certain effect on the wear of the screw surface. If the plastic is relatively damp, the moisture is not completely removed before extrusion. When the residual moisture enters the compression section of the screw, it forms “steam particles” with high temperature and pressure that are previously melted and mixed in the molten plastic. As the screw advances during the extrusion process, from the homogenization section to the screw head, these “steam particles” are decompressed and expanded during the extrusion process, like fine impurity particles, which have a frictional and destructive effect on the wall surface, and also have a great impact on the quality of the extruded product, and unstable feeding will also occur.
FAQs
What types of products can we offer?
Product Category:
Sheet extruder screw cylinder
Blow film extruder screw barrel
Blow molding extruder screw barrel
Recycling granulation extruder screw cylinder
Wire and cable extruder screw
Plastic steel strip extruder screw barrel
Wire drawing extruder screw barrel
Film coated extruder screw barrel
Cast film extruder screw tube
Plate extruder screw barrel
Spinning extruder screw barrel
Conical twin-screw tube
Parallel twin-screw barrel
Injection molding machine screw cylinder
Food extruder screw tube
Chemical extruder screw barrel
Non standard screw cylinder
Customized extruder
If some screw products do not have a list, please feel free to contact us by email and we will reply within 24 hours!
What logistics do we ship through?
We can quickly reach any country and region through sea freight, air freight, international express delivery, and other transportation methods. We have stock of standard sized screws and barrels, and once confirmed by the customer, they can be delivered within 5-7 days.
Can it be customized as per our requirements?
We have many experienced engineers who can quickly customize various types and types of screw barrel according to customer requirements. Before produce, technical will check every detail with salesman according with clients’ request. Under produce, every step will be inspected before next process. And every salesman will follow some time to make sure 100% correct and reduce communication error and work undelay. We put quality at a high level and the price is middle level.
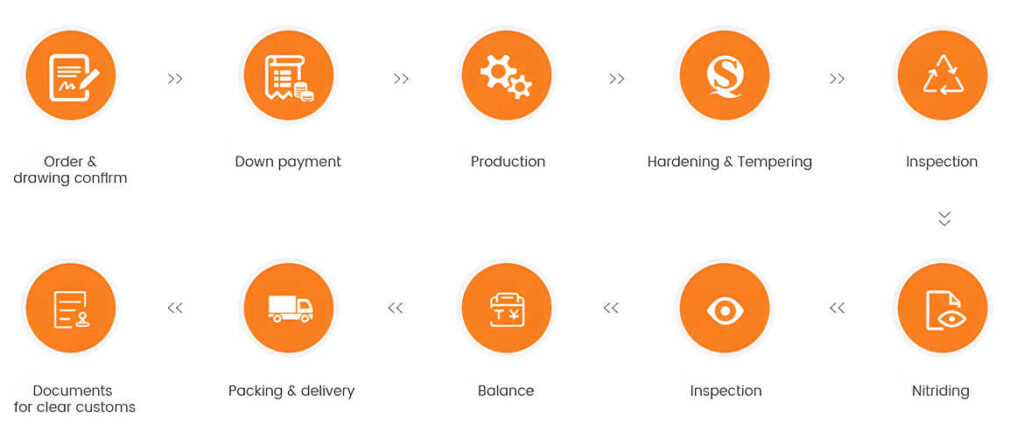
What is our ordering process?
What services are included in the after-sales service?
Our sales team is familiar with the production and export processes and has nearly 10 years of customer service experience. Every salesperson can ensure that the customer’s requirements and our screw barrel are 100% accurate in production details. We will solve any cargo issues until the customer is satisfied.